

Medicinska benskruvar, implantat och andra mikrokomponenter skapar behov av teknik som producerar speciella gängprofiler, snabbt och med höga toleranser.
CoroMill® 325 virvelgängningsskär och hållare uppfyller kraven hos ett stort antal typer av automatsvarvar och virvelgängningsenheter. Med dem kan du gängfräsa långa, slanka komponenter från grovt gods i hög hastighet och tillverka många olika högprecisionsskruvar utan att det behövs en speciell virvelgängningsmaskin.
Fördelar
- Ökad produktivitet
- Spånkontroll
- Ökad skärlivslängd
- Kostnadsbesparing
- Gängor av hög kvalitet
- En sort för alla material
Egenskaper
- Kompatibel med många automatsvarvar och spindlar
- Lätt att skapa djupa gängor
- Det krävs ingen ytterligare finbearbetning
- Optimerad för titan och rostfritt stål
- Möjlighet till ämnen och specialutformningar för egna, unika profiler
Applikation
Typiska komponenter
- Benskruv
- Spinalskruv
- Tandimplantat
- Andra långa, slanka komponenter
Vanliga material
- Titan
- Rostfritt stål
Arbetsmaterialområde



De sorter som erbjuds täcker in arbetsmaterial av rostfritt stål, icke-järnhaltiga legeringar och titan. Andra material kan dock också bearbetas. Kontakta närmaste Sandvik Coromant-kontor för mera information.
Sortiment
Virvelringar för automatsvarvar av olika fabrikat:
- Citizen
- DMG MORI
- Doosan
- Goodway
- Hanwha
- Nexturn
- Star
- Tornos
- Tsugami

Skär för standard- och specialgängor
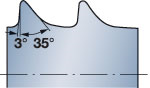
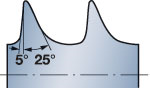
Standardskär för virvelgängning av gängformerna HA och HB finns som lagervaror. Dessa gängor har specifika dimensioner och toleranser som krävs för benskruvar och andra medicinska implantat. Alla gängprofiler som passar i skärämnet kan dock erbjudas som speciallösningar. Kontakta närmaste Sandvik Coromant-kontor för mera information.
HA-gänga
HB-gänga
Rekommendationer
Steg-för-steg-instruktioner
- Hitta en virvelring som passar din enhet och ett skär som passar önskad gänga
- Montera virvelringen på virvelenheten och installera skären
- Ställ in verktygets lutning efter gängans spiralvinkel och ställ in verktygets centrum på nollpositionen X=0, Y=0
- Programmera ringen utanför centrumlinjen i förhållande till skruvens gängdiameter
- Svarva och fräs önskad spets på skruven
- Starta virvelgängningen.
- För bästa möjliga verktygslivslängd bör virvelringen och komponenten rotera i samma riktning (medfräsning)
- Rotera virvelringen till den faktiska skärhastigheten
- Rotera arbetsstycket i lägre hastighet, koordinerat med verktygsrotationen, för önskad matning per tand. Koordinera virvelringens rörelse med komponentens rotation för bästa möjliga yta och produktivitet
- Mata in arbetsstycket i fräsen koordinerat med rotationen för att generera gängan.
Precisionsverktyg för medicinkomponentbranschen
Kontinuerliga framsteg hos Sandvik Coromant Våra lösningar för bearbetning av ett... chevron_right
CoroMill® 327
En mångsidig fräs som kan användas för många typer av spår, gängor och faser. Bearbetning... chevron_right
Virvelgängning
Virvelgängning har likheter med gängfräsning, men skillnaden är att skären monteras... chevron_right
Turbinhus
Bearbetningsfördelar för höljen Att skapa värde som gynnar mekaniska verkstäder... chevron_right
