
CoroMill® MH20
Fickfräsning med hög matning
Prestandatest, ISO S
| Komponent: | Stöd till flygplansvinge |
| Material: | S4.3.Z.AN (Ti6Al4V) |
| Operation: | Fickfräsning |
| Maskin: | Okuma M560V-Genos, CAT40 BIG-PLUS® |
+32 % verktygslivslängd
| CoroMill® 415 | CoroMill® MH20 | |
| Verktyg | 415-016A12-05H, zn: 3 | MH20-AR016O16-06L, zn: 2 |
| Skär | 415N-050212E-M30 S30T | M20-060320E-L30 S30T |
| Verktygsöverhäng, mm (tum) | 40 (1.575) | 40 (1.575) |
| vc, m/min (ft/min) | 69 (226) | 69 (226) |
| n, varv/min | 1000 | 1000 |
| fz, mm/z (tum/z) | 0.51 (0.020) | 0.51 (0.020) |
| vf, mm/min (tum/min) | 1530 (60.2) | 1016 (40.0) |
| ap, mm (tum) | 0.8 (0.031) | 0.8 (0.031) |
| ae, mm (tum) | 16 (0.630) | 15.8 (0.622) |
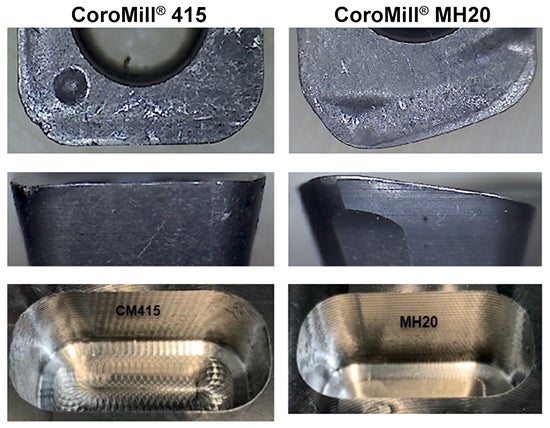
| Skärlivslängd, min | 49 | 64.5 |
Resultat:
Med CoroMill® MH20, förbättrade kunden verktygslivslängden med 32 % och uppnådde en mycket bättre ytkvalitet på komponenterna. Skärhörnet på CoroMill® MH20 uppvisade en bättre eggsäkerhet och mindre vibrationstendenser.
Prestandatest, ISO M
| Komponent: | Maskinkomponent inom livsmedelsbearbetning |
| Material: | M1.0.Z.AQ (AISI 304) |
| Operation: | Skivfräsning |
| Maskin: | DMG MORI NT4250, Coromant Capto® C6 |
Säkra och tillförlitliga resultat
| Konkurrenten | Sandvik Coromant | |
| Verktyg | DCX: 25 mm (1 tum), zn: 4 | MH20-025A25-06H, zn: 4 |
| Skär | - | MH20-06 03 20E-L30 1040 |
| Verktygsöverhäng, mm (tum) | Chuck + 70 (2,76)=160 (6,30) | Chuck + 90 (3,54)=180 (7,09) |
| vc, m/min (ft/min) | 120 (394) | 120 (394) |
| n, varv/min | 1530 | 1530 |
| fz, mm/z (tum/z) | 0.85 (0.033) | 0.85 (0.033) |
| vf, mm/min (tum/min) | 5200 (205) | 5200 (205) |
| ap, mm (tum) | 0.75 (0.030) | 0.75 (0.030) |
| ae, mm (tum) | 20 (0.787) | 20 (0.787) |
| Skärlivslängd, min | 3 komponenter/49,5 min | 3 komponenter/49,5 min |
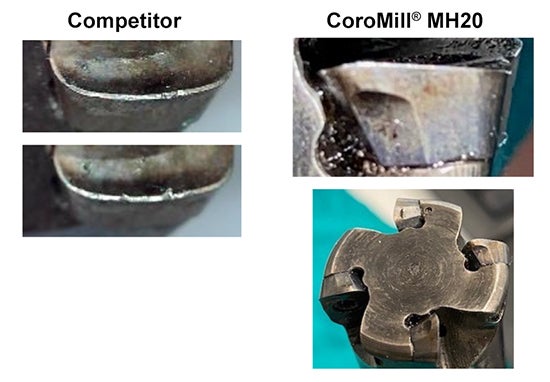
Resultat:
Efter bearbetning av tre komponenter visade konkurrentens skär tydliga tecken på strålförslitning och mikrourflisning. CoroMill® MH20-skäret uppvisade mindre förslitning vilket visar prov på en tillförlitlig skäregg med säker och optimerad eggkvalitet.
Prestandatest, ISO P
| Komponent: | Axel |
| Material: | P2.1.Z.AN (30CrMnSiNi2A), ej härdat |
| Operation: | Djup spårfräsning och avstickning |
| Maskin: | Haitian HISION GLU16 VMC, BT50 |
+11% produktivitet
| Konkurrenten | Sandvik Coromant | |
| Verktyg | DCX: 25 mm (1 tum), zn: 3 | MH20-R025A25-08M, zn: 3 |
| Skär | - | MH20-08 04 25M-M50 4340 |
| Verktygsöverhäng, mm (tum) | Chuck + 122 (4,80) | Chuck + 110 (4,33) |
| vc, m/min (ft/min) | 142 (466) | 142 (466) |
| n, varv/min | 1800 | 1800 |
| fz, mm (tum) | 0.426 (0.017) | 0.481 (0.019) |
| vf, mm/min (tum/min) | 2300 (90.6) | 2600 (102) |
| ap, mm (tum) | 0.5 (0.020) | 0.5 (0.020) |
| ae, mm (tum) | 25 (0.984) | 25 (0.984) |
| Skärlivslängd, min | 1 komponent/348 min | 1 komponent/308 min |
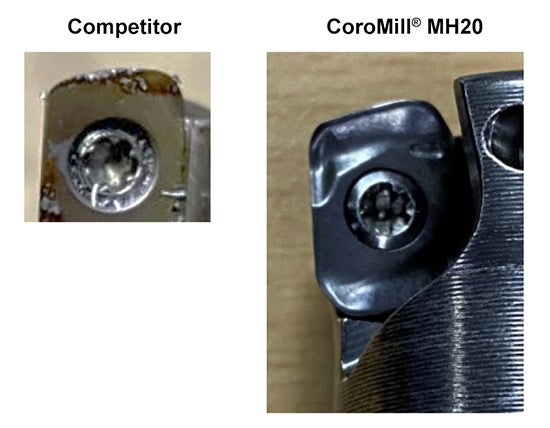
Resultat:
CoroMill® MH20 kunde öka produktiviteten med 11 % och uppvisade mindre förslitning än konkurrenten, vilket visar prov på säkra och tillförlitliga resultat.
Prestandatest, inconel
| Branschsegment: | Flygindustri |
| Komponent: | Demokomponent |
| Material: | S2.0.Z.AG (Inconel 718 åldrad HRc 44) |
| Operation: | Grov planfräsning |
| Maskin: | DMG MORI, Coromant Capto® C10, 5-axlig VMC-konfiguration |
| Skärvätska: | Invändig (emulsion) |
+33 % verktygslivslängd
Verktygsväg genererad i Siemens NX - Adaptiv fräsning.
| Verktyg | Hållare: CoroChuck® 930-HD Verktyg: MH20-R016A16-06L Skär: MH20-060320E-L50/L30 TS S30T |
| vc, m/min | 30 |
| fz, mm | 0,4 |
| hex, mm | 0,1 |
| vf, mm/min | 478 |
| ae, mm | 7 |
| ap, mm | 0,6 |
| Verktygsöverhäng, mm | 48 (3×DC) |
| Bearbetningstid, min | 60 (E-L50), 45 (E-L30) |
| MRR (Q), cm3/min | 1,92 |
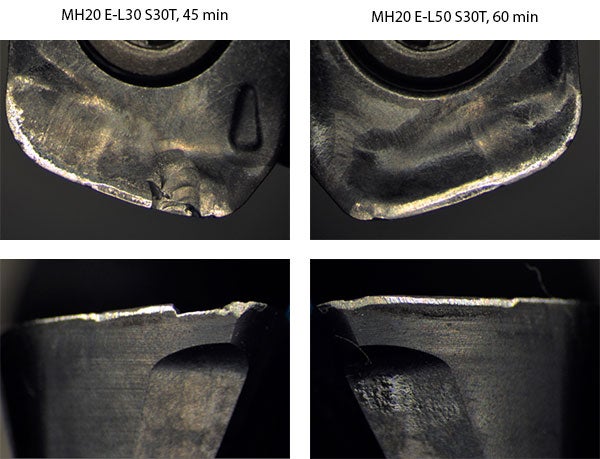
Resultat:
I jämförelse med E-L30, uppvisar E-L50-geometrin ökad eggsäkerhet vid bearbetning i Inconel 718 och bör rekommenderas som förstaval.
Följ oss. Håll dig uppdaterad.
Prenumerera på vårt nyhetsbrev redan idag

Sandvik Coromant Sweden
+46 8 793 05 70