
CoroMill® 490
Första val för allmän och upprepad fräsning mot skuldra

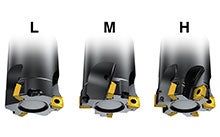
Välj rätt skärgeometri
Lätt (-L) Medel (-M) Grov (-H)
Välja rätt tanddelning
För att välja rätt antal effektiva skäreggar, zc, för just din operation är det mycket viktigt att ta hänsyn till tanddelningen (avståndet mellan skäreggarna).
Läs mer

Välj rätt verktygsinfästning
Verktygsinfästningen påverkar i allra högsta grad fräsresultatet. Ju större skärdjup, desto viktigare är kopplingens storlek och stabilitet eftersom de radiella krafterna är höga när man använder hörnfräsar, framförallt valsfräsar.
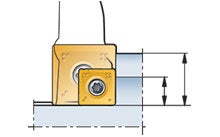
Skärdjup
Skärstorlek 08 Skärstorlek 14

Applikationstips

Applikationschecklista och tips
Vad ska du tänka på när du fräser mot skuldra? Här hittar du några användbara tips.
Spånbildning
Lyckad spånbildning och spånavgång är nyckeln till fräsning med hög kvalitet. Läs mer om hur man formar perfekta spånor och kom ihåg den gyllene regeln: Tjockt till tunt.
Fräsposition
Varje gång en fräsegg går in i ett ingrepp utsätts den för en kraftig påfrestning. Hitta rätt typ av kontakt mellan eggen och materialet vid ingreppets ingång, men även vid utgången, för lyckad fräsning.
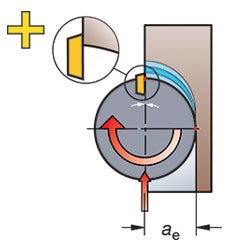
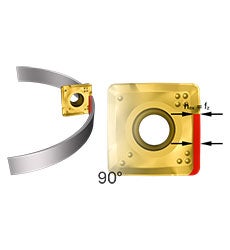
Ingång i komponenten
Vid fräsning mot skuldra används ofta ett lågt radiellt ingrepp, därför är det viktigt att ta hänsyn till matningen per tand (fz) kontra maximal spåntjocklek (hex).
En skärparameterberäkning utifrån rätt hex-värde säkerställer ett bra skärförlopp med bättre ytkvalitet och skärlivslängd.
Rekommendationer
Val av fräskropp
●
Svåra förhållanden

L
Begränsad stabilitet och effekt
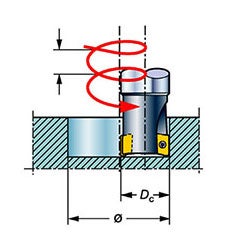
Djup fullspårfräsning
Lägst skärkrafter
◐
Medelgoda förhållanden

M
Generell bearbetning
○
Goda förhållanden

H
Kortspånande material
Varmhållfasta material
Kantfräsning
Förstaval av skär
| Grovbearbetning | M-PH 4340 | M-MM 1040 | M-PH 3330 | E-ML H13A | M-MM S40T | M-PM 1010 |
| Medel | M-PM 4330 | E-MM 1040 | M-KM 3330 | E-ML H13A | E-MM S30T | M-PM 1010 |
| Finbearbetning | M-PL 1130 | E-ML 1040 | M-KL 1020 | E-ML H13A | E-ML S30T | M-PL 1010 |
| P | M | K | N | S | H |
Följ oss. Håll dig uppdaterad.
Prenumerera på vårt nyhetsbrev redan idag

Sandvik Coromant Sweden
+46 8 793 05 70