
CoroTap® 100
CoroTap 100 är ett sortiment gängtappar med rak spånkanal som är optimerade för kortspånande ISO K-, ISO N- och ISO H-material. Passar genomgående hål och bottenhål.
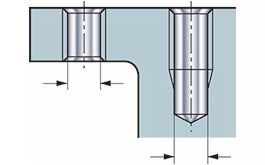
Hålet
För enklare hålstorleksberäkningar, använd lämpliga formler för skärande gängtappar.

Komponenten
Analysera hålet med avseende på materialet i arbetsstycket samt komponentens form och antal.

Maskinen
Maskinen påverkar: Ta alltid hänsyn till:

Verktygshållarsystem
CoroChuck® 970 är konstruerad för att ge stabila och exakta gängningsprocesser i alla material. Den förbättrar gängtappens livslängd och ytkvalitet, och ger högsta bearbetningssäkerhet.
Applikationstips

Välja rätt gängtapp och skärhastighet
Allmänna hastigheter finns i katalogen, överväg de rekommenderade som ett säkert startvärde. För mer exakta skärdata, använd alltid

Skärvätska
Skärvätska är avgörande för att lyckas med gängning. Skärvätskan påverkar spånkontrollen, gängans kvalitet och skärlivslängden.

Faktorer till framgångsrik gängning
Följ den här arbetsgången för att lyckas med gängningen och få en produkt av hög kvalitet.
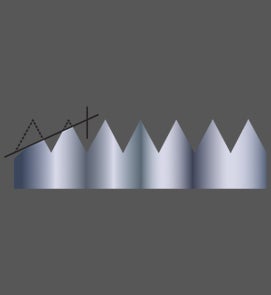
Gängningsfastyp
Vilken fastyp du ska använda beror på vilken typ av hål som ska gängas. Det finns två olika fastyper: C och E.
Användbara appar


Följ oss. Håll dig uppdaterad.
Prenumerera på vårt nyhetsbrev redan idag
