
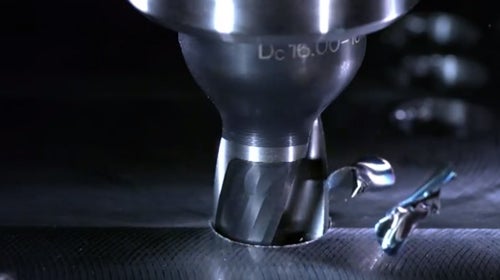
CoroDrill® 870
CoroDrill® 870 borr med utbytbar spets sparar tid, ökar produktiviteten och minskar kostnaden per hål. För att den ska passa dina behov har CoroDrill 870 utformats för att optimera applikationer över diameterområde, steg och längder i håltoleransområdet H9-H10.

Välj borrspets
PM 4334 – Första val för ISO-P, N och titan MM 2334 – Första val för ISO-M och Inconel KM 3334 – Första val för ISO-K GP 4334 – Pilotborrspets för alla ISO-material
Borrningsstrategi för djupa hål
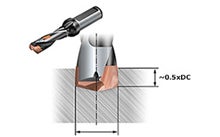
Vid borrning av hål djupare än 6xD krävs ett pilothål för bästa hålkvalitet.

Verktygshållarsystem
För bästa möjliga verktygsprestanda i fråga om produktivitet, livslängd, hålkvalitet och tillförlitlighet. Det är mycket viktigt att minimera kastet.
För att minimera kastet, använd CoroChuck 930 med tätad hylsa.

Skärmontering
För snabb och enkel verktygsmontering, tryck försiktigt ner spetsen mot stödytorna medan du drar åt skruven till det moment som finns angivet på borrkroppen.
Använd helst en momentskruvnyckel för att säkerställa att spetsen sitter ordentligt.
Applikationstips

Välja skärdata
Det finns många aspekter att överväga för att optimera borrningsprocessen, och en bra utgångspunkt kan vara värdefull. Klicka på referenserna nedan för rekommenderade hastigheter och matningar, beroende på ditt material:
Metriska <6xD
Metriska >6xD
Tum <6xD
Tum >6xD
Använd CoroPlus® ToolGuide för att få ytterligare anpassade skärdatarekommendationer.

Uppnå bra hålkvalitet
Det kan kräva lite extra arbete för att uppnå god hålkvalitet. Här hittar du några praktiska tips för att komma igång.

Avancerade operationer
Avancerade operationer, såsom lutande eller böjda ingångsytor, korsande hål och ojämna ytor, kräver extra uppmärksamhet före bearbetning. Vi har samlat praktisk information som gör det enkelt att arbeta med avancerade hål.
Rekommendationer
Invändig skärvätska
- Vi rekommenderar invändig skärvätska för säker spånavgång
- Tillför tillräckligt mycket skärvätska och följ leverantörens rekommendationer angående emulsionskoncentration

Skärvätskerekommendationer
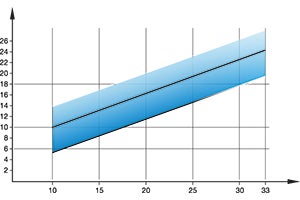
- Vid borrning av djupa hål är tillräckligt skärvätskeflöde avgörande för bra spånavgång
- Minsta rekommenderade skärvätskeflöde hittar du i bilden här intill
Använd alltid kortast möjliga borrkropp
- Genom att hålla borrkroppens längd så kort som möjligt ökar du styvheten, vilket i sin tur innebär bättre stabilitet och säkerhet vid borrningen
- För applikationer där det krävs långa överhäng finns det ett Tailor Made-alternativ till CoroDrill® 870 som gör det möjligt att förlänga borrkroppen utan någon spånkanal

Använda Tailor Made-spetsar för bästa prestanda
- Vassa kanter på borrspetsen minskar matningskraften och risken för löseggsbildning
- Hörnradie ger ett starkare hörn och kan öka livslängden i vissa applikationer. Den minimerar också gradbildning vid utgång
Läs mer:
Be din borrspecialist om mer information angående de möjligheter som Tailor Made erbjuder.

Höjdpunkter
Analyzing chip formation
Sandvik Coromant tips film on analyzing chip formation with symmetrical drills.
Minimizing tool run-out in rotating applications
Sandvik Coromant tips film on how to reduce tool run-out in solid carbide and exchangeable tip drills.



Appar
Följ oss. Håll dig uppdaterad.
Prenumerera på vårt nyhetsbrev redan idag

Sandvik Coromant Sweden
+46 8 793 05 70