
CoroBore® BR10
Enskäriga bakuppborrningsverktyg

Att tänka på vid bakuppborrning
Vid bakuppborrning ändras diameterområdet. Se till att enhetens utskjutande längd inte orsakar kollision.

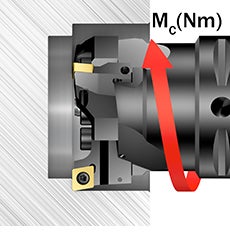
Vridmoment
Använd alltid momentnyckel och dra åt skruvarna för skär och verktygsuppsättning med rekommenderat åtdragningsmoment.

Byt ut slitna delar
Byt slitna eller skadade skruvar, brickor och tallriksfjädrar. För bibehållen förfixturering rekommenderar vi att du byter de tallriksfjädrar som används vid fixturering av sliderna efter var 5:e användning, samtidigt som du ställer in diameter i förinställningsutrustningen.

Smörj en gång per år
Smörj in alla delar som ska sättas ihop med olja minst en gång per år.



Applikationstips
Inledande överväganden
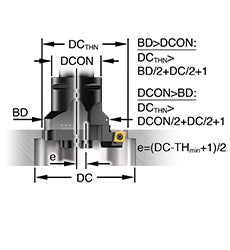
Se till att uppborrningsverktyget går igenom hela hålet med skuldran och att uppborrningsverktygets främre del inte kolliderar med komponenten. Vid uppborrning bakåt är uppborrningsverktyget konfigurerat för att gå igenom ett hål med minsta diametern DC/2 + BD1/2.

Verktygsinställning för bakuppborrning
Ta bort stiftskruven från det övre skärvätskeutloppet och sätt den i det nedre
skärvätskeutloppet för korrekt skärvätskeposition
Vrid inbyggnadshållaren 180°
Använd slidförlängning vid behov
Byt rotationsriktning
Maskiner med begränsad effekt
Kontrollera att maskinen kan leverera erforderligt vridmoment och den effekt som krävs i den aktuella uppborrningsapplikationen. Matning, antal skär, håldiameter och skärdjup är viktiga parametrar.
Rekommendationer
Skärdata
Allmänna rekommendationer för grovuppborrning:
- Startdata: vc 200 m/min (gäller när vc på skärasken är över vc 200 m/min) med kort överhäng. Se skärasken för rekommenderad matning och skärdjup
- vc = 50 % av rekommenderade data på etiketten. Om vibrationer uppstår, sänk hastigheten och öka matningen. Använd inte maximal rekommenderad matning och ap samtidigt.
Åtdragningsmoment
Skärskruv
| ISO | ANSI | Icke-ISO | Kod | Storlek | Torx Plus | Nm | Ft/lbs |
| CC06 | CC2(1.5) | 5513 020-03 | M2,5 | 7IP | 0.9 | 0.7 | |
| CC09 | CC09 | 5513 020-09 | M3,5 | 15IP | 3.0 | 2,2 | |
| CC12 | CC43 | 5513 020-17 | M4x0,5 | 15IP | 3.0 | 2,2 | |
| SP06 | 5513 020-33 | M2,2 | 7IP | 0.8 | 0.59 | ||
| SP08 | 5513 020-57 | M3 | 9IP | 1.7 | 1.25 | ||
| SP12 | 416.1-833 | M3,5 | 10IP | 2 | 1.48 | ||
| SP18 | 5513 020-25 | M4 | 15IP | 3 | 2,2 | ||
| SN15 | SN54 | 5512 086-03 | M6 | 20IP | 6,4 | 4.7 | |
CoroBore® BR10
| 90°-skär | |||||||
| Storlek | DCN (mm) | DCX (mm) | ISO | ANSI | Nm | Ft/lbs | Skruvdimension |
| A | 32 | 38 | CC06 | CC2(1.5) | 4.8 | 3.5 | M 4 |
| B | 37 | 45 | CC06 | CC2(1.5) | 4.8 | 3.5 | M 4 |
| C | 44 | 54 | CC06 | CC2(1.5) | 9 | 6,6 | M 5 |
| D | 53 | 65 | CC06 | CC2(1.5) | 16 | 11,8 | M 6 |
| DX | 64 | 76 | CC09 | CC3(2.5) | 16.0 | 11,8 | M 6 |
| E | 75 | 91 | CC12 | CC43 | 38.0 | 28.0 | M 8 |
| F | 90 | 110 | CC12 | CC43 | 75 | 55.3 | M 10 |
| G | 109 | 136 | CC12 | CC43 | 75 | 55.3 | M 10 |
| H | 135 | 170 | CC12 | CC43 | 75 | 55.3 | M 10 |
Verktygshållarsystem
Böjstyvhet och vridmomentöverföring är de viktigaste faktorerna när man väljer en verktygshållare för uppborrningsoperationer. Verktyg med Coromant Capto®-koppling ska alltid vara första valet. De ger oöverträffad repeterbarhet och de bästa stabilitetsegenskaperna på marknaden.
Följ oss. Håll dig uppdaterad.
Prenumerera på vårt nyhetsbrev redan idag

Sandvik Coromant Sweden
+46 8 793 05 70