
Verktygsinfästning vid gängsvarvning

Verktygsinfästningen har stor betydelse för gängans kvalitet och svarvningens effektivitet. Att använda så kort överhäng som möjligt är en grundprincip.
Överhäng
För optimal verktygsinfästning, använd en verktygshållare med så kort överhäng som möjligt, för att undvika vibrationer. Om det finns rekommenderar vi att en subspindel eller dubbdocka används.
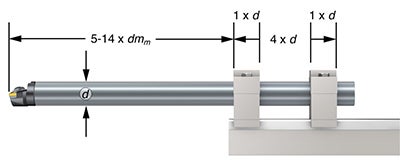
Långa överhäng är vanligast vid invändig gängsvarvning. Vid bearbetning med långa överhäng är det särskilt viktigt att montera svarvbommen korrekt för att säkerställa tillräcklig fastspänningskontakt. Rekommenderad fastspänningslängd är 2,5–5 x bomdiametern (D) beroende på svarvbommens konstruktion. Detta ger en stabil konfiguration.
För att svarvbommen ska fungera optimalt är kontakten, utformningen och måttoleransen mellan verktyg och verktygshållare viktiga faktorer. Den bästa stabiliteten uppnås med en hållare som helt omsluter bommen. Bomhållare av V-typ och cylindriska hållare med skruvar rekommenderas inte.

Hållare som omsluter bommen helt
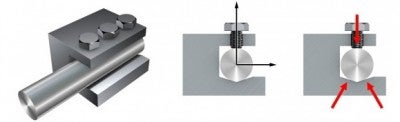
Bomhållare av V-typ

Cylindrisk hållare med skruvar
Cylindriska svarvbommar kan spännas fast i delade hylsor. Stora svarvbommar kan spännas fast med två delade lageröverfall.
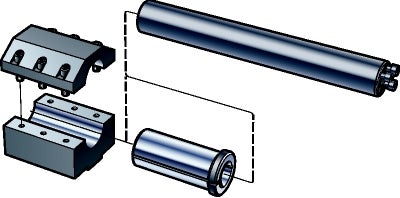
Verktyg fastspänt med delad hylsa
Verktyg fastspänt i två delade lageröverfall
Upp- och nedvända verktygshållare för utvändig gängsvarvning
Vid många operationer är det fördelaktigt att använda en upp- och nedvänd verktygshållare (svanhalsutförande) för att kunna avlägsna spånorna mer effektivt. Verktygshållare i svanhalsutförande har tagits fram särskilt för upp- och nedvänd gängsvarvning och gör att korrekt centrumhöjd kan bibehållas utan att man måste ändra verktygsinfästningen i revolvern eller använda en Y-axel.
|
|||
| Konventionell verktygshållare | Verktygshållare i svanhalsutförande | ||
Verktygsinfästning för invändig gängsvarvning
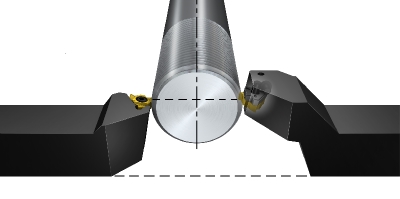
Eftersom de radiella krafterna är mycket högre än axialkrafterna vid gängsvarvning, måste överhänget vanligen vara kortare än vid allmän svarvning.
Vid invändig svarvning är det här en viktig faktor eftersom överhänget vanligen är längre. I synnerhet vid invändig gängsvarvning är de radiella krafterna höga, vilket ökar risken för vibrationer och utböjning av verktyget.
Valet av svarvbom har stor inverkan på effektiviteten hos den invändiga gängningen. Fyra huvudtyper av svarvbommar kan användas, beroende på överhängets längd och hur hög stabilitet som krävs.
Stålsvarvbommar

- Max. överhäng 2–3 x håldiameter
- Bomdiameter 10–40 mm (0,4–1,5 tum)
Hårdmetallsvarvbommar
- Max. överhäng 5 x håldiameter
- Bomdiameter 16 mm (0,63 tum)
Vibrationsdämpade stålsvarvbommar (Silent ToolsTM)
- Används tillsammans med CoroTurn SL-skärhuvuden
- Max. överhäng 5 x håldiameter
- Bomdiameter 40, 50, 60 mm (1,5; 2,0 och 2,4 tum)
- Kan också användas vid avstickning och spårsvarvning
Hårdmetallsvarvbommar
- Används tillsammans med CoroTurn SL-skärhuvuden
- Max. överhäng 5 x håldiameter
- Bomdiameter 16, 20 och 25 mm (0,63; 0,75 och 1,0 tum)
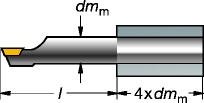
Svarvbommens avböjning påverkas av svarvbommens material, diameter (dmm) och överhäng samt av skärkrafterna. Rekommenderad fastspänningslängd i en svarvbomhållare med hylsa är 4 x bomdiametern DMM.
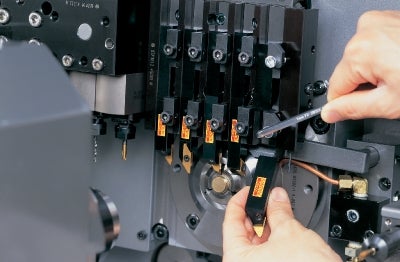
Underhåll av gängsvarvningsverktyg
Med en rutin för verktygsunderhåll i verkstaden förebygger du problem och sparar pengar.
Kontrollera skärläget

Det är viktigt att säkerställa att skärläget inte har skadats under bearbetningen eller hanteringen. Kontrollera att skärläget inte innehåller damm eller metallspånor från bearbetningen. Rengör vid behov skärläget med tryckluft.
Momentnyckel
För att få ut mesta möjliga av verktygshållare med skruvfastspänning bör en momentnyckel användas för att dra åt skäret till rätt moment. Använd rekommenderat åtdragningsmoment (TQ) för varje verktygshållare.
- Ett för högt åtdragningsmoment försämrar verktygets funktion och gör att skäret och skruven kan gå av
- För lågt moment orsakar skärrörelser, vibrationer och sämre bearbetningsresultat
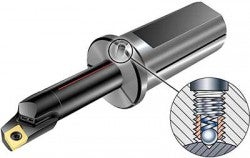
Fastspänningsskruvar

Lägg på tillräckligt mycket smörjfett på skruven för att förhindra att den börjar kärva. Applicera smörjfettet i skruvgängan och på skruvhuvudets undersida. Byt ut slitna eller skadade skruvar.
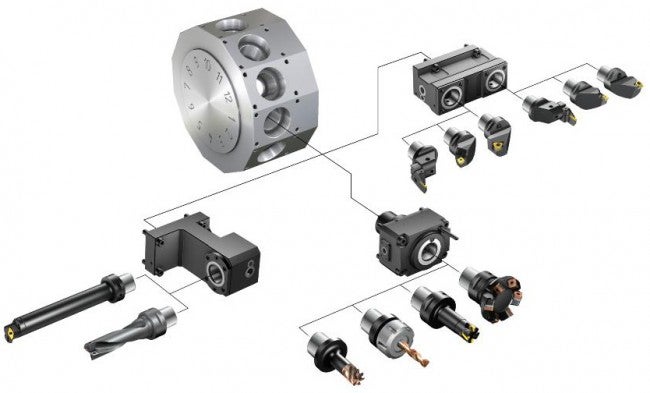
Verktygshållarsystem
Coromant Capto® är ett modulärt snabbväxlingskoncept som när det integreras direkt i spindeln ökar stabiliteten och mångsidigheten i exempelvis flerfunktionsmaskiner, fleroperationsmaskiner med svarvkapacitet och vertikalsvarvar.
Silent ToolTM-adaptrarna är konstruerade för att minimera vibrationer med hjälp av en dämpare inne i verktyget. Merparten av Silent ToolsTM-kunderna använder dessa verktyg för långa överhäng. Men även vid kortare överhäng (över 3 x D) finns mycket att vinna i form av produktivitetsökningar och ytkvalitetsförbättringar.

EasyFix-hylsor är ett alternativ för cylindriska adaptrar som minskar omriggningstiden. I hylsan sitter en fjäderbelastad kula som klickar i ett spår i bommen vilket säkerställer korrekt centrumhöjd. EasyFix-hylsor är utformade för högt skärvätsketryck.

CoroTurn® SL är ett modulsystem av adaptrar med utbytbara skärhuvuden, vilket innebär att du kan skapa många olika verktygskombinationer från ett litet lager.

QSTM-hållarsystemet är ett snabbväxlingssystem för att maximera den effektiva produktionstiden i automatsvarvar.
Verktygskonfiguration
Att åstadkomma avstickning och spårstickning med hög kvalitet bygger framförallt... chevron_right
Coromant Capto®
Coromant Capto är ett modulärt snabbväxlingskoncept som är tre system i ett: Snabbväxlingsverktygshållare... chevron_right
CoroTurn® XS
Precisionsslipade verktyg är perfekt vid tillverkning av små invändiga features av... chevron_right
Silent Tools för fräsning
Många komponenter och verktygsmaskiner kräver långa verktygsuppsättningar för att... chevron_right
