
Så förbättrar du verktygslivslängden vid svarvning
De tre främsta bearbetningsparametrarna vid svarvning är hastighet, matning och skärdjup. Var och en av parametrarna inverkar på skärets livslängd. För bästa möjliga livslängd:
- Minska vc (för att sänka värmen)
- Optimera fn (för kortast möjliga bearbetningstid)
- Optimera skärdjupet ap (för att minska antalet passeringar)
Skärhastighet, vc
För låg
- Löseggsbildning
- Slö egg
- Oekonomiskt
- Dålig ytjämnhet
För hög
- Snabb fasförslitning
- Dålig ytjämnhet
- Snabb gropförslitning
- Plastisk deformation

Skärhastigheten, vc, har stor inverkan på verktygslivslängden. Justera vc för bästa ekonomi vc.
(Livslängd på Y-axeln)
Matningshastighet, fn
För låg
- Stråkformig inneslutning
- Snabb fasförslitning
- Löseggsbildning
- Oekonomiskt
För hög
- Sämre spånkontroll
- Dålig ytjämnhet
- Gropförslitning/plastisk deformation
- Hög effektförbrukning
- Spånsvetsning
- Spånhamring
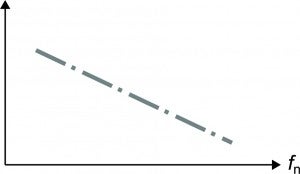
Matningen, fn, inverkar mindre på livslängden än vad vc gör.
(Livslängd på Y-axeln)
Skärdjup, ap
För litet
- Sämre spånkontroll
- Vibration
- Hög temperatur
- Oekonomiskt
För stort
- Hög effektförbrukning
- Skärbrott
- Ökade skärkrafter
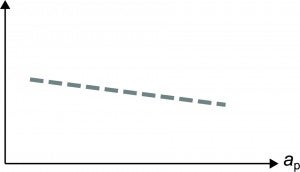
Skärdjupet, ap, har liten inverkan på livslängden.
(Livslängd på Y-axeln)
Verktygsunderhåll
Med en rutin för verktygsunderhåll i verkstaden förebygger du problem, förbättrar verktygslivslängden och sparar pengar.
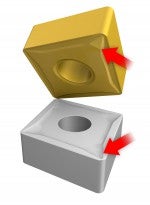
Kontrollera skärläget
Det är viktigt att säkerställa att skärläget inte har skadats under bearbetningen eller hanteringen.
Leta efter:
- Överdimensionerade skärlägen på grund av förslitning. Skäret sitter inte ordentligt i skärläget. Kontrollera mellanrummet med ett bladmått på 0,02 mm (0,0008 tum)
- Det får inte finnas något mellanrum i hörnen mellan underläggsplattan och skärlägets botten
- Skadade underläggsplattor. Underläggsplattorna ska inte ha urflisade hörn i skärområdet
- Förslitning på underläggsplattan på grund av spånbrytning och/eller intryckningar från skäret


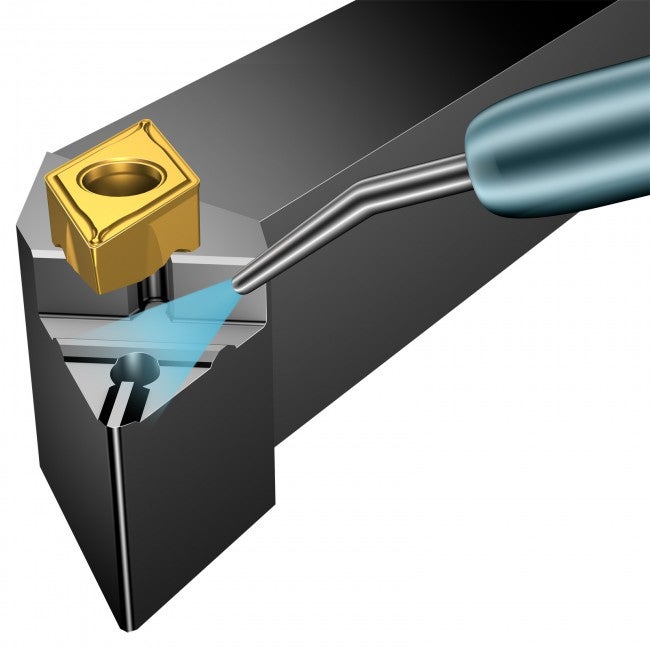
Rengör skärläget
Kontrollera att skärläget inte innehåller damm eller spånor från bearbetningen. Rengör vid behov skärläget med tryckluft. Om svarvbommar med skärhuvuden används, är det också viktigt att kontrollera och rengöra kopplingen mellan huvudet och bommen när man byter skärhuvudet.
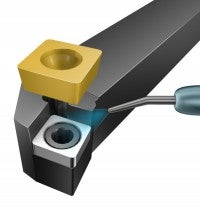

Momentnyckel

För att få ut mesta möjliga av verktygshållare med skruvfastspänning bör en momentnyckel användas för att dra åt skäret till rätt moment. Använd rekommenderat moment för varje verktygshållare.
- Ett för högt åtdragningsmoment försämrar verktygets funktion och gör att skäret och skruven kan gå av
- För lågt moment orsakar skärrörelser, vibrationer och sämre bearbetningsresultat
Fastspänningsskruvar
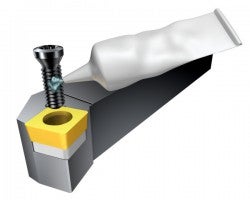
Använd alltid en momentnyckel för att säkerställa att skruvarna är ordentligt åtdragna. Lägg på tillräckligt mycket smörjfett på skruven för att förhindra att den börjar kärva. Vid behov bör smörjning appliceras i skruvgängorna och på skruvhuvudets undersida. Byt ut slitna eller skadade skruvar.
Arbetstips
Det finns flera faktorer att tänka på för att uppnå en optimerad uppborrningsprocess.... chevron_right
Så väljer du rätt svarvskär
Det finns många parametrar att överväga när man ska välja svarvskär. För bra spånkontroll... chevron_right
Verktygsunderhåll
Med en rutin för verktygsunderhåll i verkstaden förebygger du problem, förbättrar... chevron_right
Formler och definitioner för bearbetning
Hitta rätt skärverktyg för just ditt arbetsmoment, och få rekommenderade skärdata... chevron_right
