
T-Max® P
Torneamento externo produtivo de peças de tamanhos grandes a médios

Assento da pastilha
Limpe e verifique o assento de pastilha em busca de danos e suporte para a aresta viva
Calços e assentos dos calços
Certifique-se de que os cantos do calço não tenham sido retirados durante a usinagem, ou que os assentos dos calços não tenham arestas postiças

Faces de contato
Verifique as faces de suporte e contato, certificando para que não haja danos ou sujeira.

Fixação
Em operações de mandrilamento, é importante ter a melhor fixação possível. Se não houver apoio, o balanço será aumentado e pode gerar vibração.

Dicas de aplicação
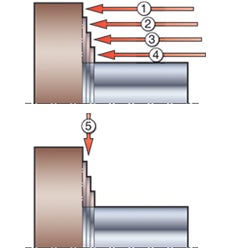
Evite o entupimento de cavacos
Torneie até o canto a 90 graus (passos 1 – 4) e pare antes da dimensão final do canto a 90 graus. Mantenha a mesma faixa de avanço para os quatro passos para evitar o entupimento de cavacos. Recomenda-se que o corte final (5) do canto a 90 graus seja feito em um corte vertical começando do diâmetro externo para o interno.

Evite vibração
Máquinas com duas torres, torre superior e inferior, são recomendadas para evitar vibrações.O sert up irá nivelar as forças e estabilizar o processo como um todo, evitando vibrações e deflexões da peça.
Recomendações
Pastilha e sistema
Operação externa
| Acabamento | Médio | Desbaste | |
| Formato da pastilha | C | C | C |
| Tamanho da pastilha | 12 | 12 | 12 |
| Ângulo de posição | 95° | 95° | 95° |
| Fixação | Alavanca | Alavanca | Alavanca |
Operações internas
| Acabamento | Médio | Desbaste | |
| Formato da pastilha | C | C | C |
| Tamanho da pastilha | 12 | 12 | 12 |
| Ângulo de posição | 95° | 95° | 95° |
| Fixação | Alavanca | Alavanca | Alavanca |
Classe da pastilha
| Condições de usinagem | P | M | K | S | H |
| Boa | GC4415 | GC2220 | GC3210 | GC1105 | CB7115 |
| Média | GC4425 | GC2025 | GC3210 | GC1115 | CB7125 |
| Difícil | GC4335 | GC2035 | GC3225 | GC1125 | CB7135 |
Geometria da pastilha
| Operação | P | M | K | S | H |
| Acabamento | -PF | -MF | -KF | -SF | S01525 |
| Médio | -PM | -MM | -KM | -SM | S01525 |
| Desbaste | -PR | -MR | -KR | -SMR | S02035 |
Junte-se a nós. Fique por dentro das novidades.
Assinar nossa newsletter agora

Sandvik Coromant do Brasil S.A
+551146803536