
CoroTurn® 107
Torneamento interno e externo de peças delgadas
Instruções

Instruções de manuseio
Para pastilhas redondas e porta-ferramentas com interface de trilho.
Visualize e faça download aqui

Assento da pastilha
Limpe e verifique o assento de pastilha quanto a danos e suporte para a aresta
Calços e assentos de calços
Certifique-se de que os cantos do calço não tenham sido retirados durante a usinagem, ou que os assentos dos calços não tenham arestas postiças

Faces de contato
Verifique as faces de suporte e contato, certificando-se de que não haja danos ou sujeira.



Dicas de aplicação
Usinagem de peças delgadas
Efeito do ângulo de posição: tente sempre trabalhar com um ângulo próximo de 90/0 graus, pois mesmo uma pequena mudança (de 91/-1 para 95/-5 graus) dará impacto na direção da força de corte durante a usinagem.
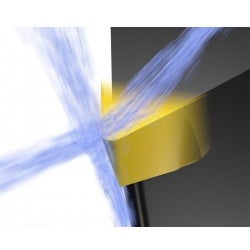
Refrigeração superior e inferior: quando usar qual?
Usar refrigeração de precisão superior e inferior é uma maneira efetiva de superar os desafios de controle de cavacos e de aumentar a vida útil. Descubra como aplicar a refrigeração corretamente e outras recomendações úteis sobre refrigeração que podem melhorar o desempenho das suas operações de torneamento.
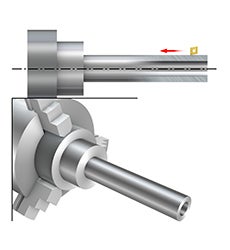
Peças sensíveis à vibração
A recomendação é usinar o corte todo em um passe para direcionar a força de corte no mandril/fuso. O ângulo de ataque maior propicia forças de corte contra o set-up e impõe menos força de flexão na peça.
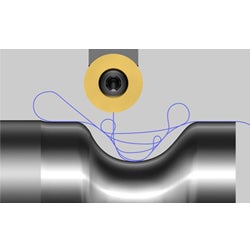
Torneamento não linear
O torneamento não linear é uma estratégia eficiente para abertura de bolsões em materiais difíceis de usinar. O ponto de desgaste se move ao redor da aresta de corte e há menos risco de vibração durante a entrada na peça. Use a CoroTurn® 107 com interface de trilho para otimizar suas operações de torneamento não linear e alcançar maior segurança do processo, produtividade, vida útil da ferramenta, controle de cavacos e estoque de ferramentas reduzido.
Recomendações
Pastilha e sistema
Externo longitudinal e faceamento
| Acabamento | Médio | Desbaste | |
| Formato da pastilha | C | C | C |
| Tamanho da pastilha | 09 | 09 | 12 |
| Ângulo de posição | 95° | 95° | 95° |
| Fixação | Parafuso | Parafuso | Parafuso |
Perfilamento externo
| Acabamento | Médio |
| D | D |
| 11 | 11 |
| 93° | 93° |
| Parafuso | Parafuso |
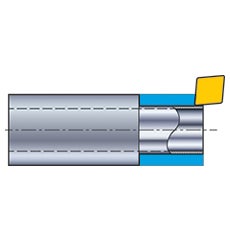
Interno longitudinal e faceamento
| Acabamento | Médio | |
| Formato da pastilha | T | T |
| Tamanho da pastilha | 05 | 09 |
| Ângulo de posição | 91° | 91° |
| Fixação | Parafuso | Parafuso |
| Furo Ø | 6-13 | ≥ 13,5 |
Perfilamento interno
| Acabamento | Médio |
| D | D |
| 07 | 07 |
| 93° | 93° |
| Parafuso | Parafuso |
| ≥ 13 | ≥ 13 |
Classe da pastilha
| Condições de usinagem | P | M | K | N | S | H |
| Boa | GC4415 | GC2220 | GC3210 | H10 | GC1105 | CB7115 |
| Média | GC4425 | GC2025 | GC3210 | H10 | GC1115 | CB7125 |
| Difícil | GC4335 | GC2035 | GC3225 | H10 | GC1125 | CB7135 |
Geometria da pastilha
| Operação | P | M | K | N | S | H |
| Acabamento | -PF | -MF | -KF | -AL | -UM | S01020 |
| Médio | -PM | -MM | -KM | -AL | -MF | S01020 |
| Desbaste | -PR | -MR | -KR | -AL | -MM | S02030 |
Junte-se a nós. Fique por dentro das novidades.
Assinar nossa newsletter agora

Sandvik Coromant do Brasil S.A
+551146803536