
CoroMill® MS20
Fresamento de cantos redefinido
Características gerais do programa
Corpos da fresa
| Faixa de diâmetro da fresa | 15,8–84 mm (equivalente em polegadas) | |
| Interface da fresa | Haste cilíndrica, Coromant® EH, MSSC, Árvore, Coromant Capto® e Weldon (pol) | 119 artigos |
| Interface da fresa | CIS e Weldon (métrica) | 13 artigos |

A família CAPP M253 está disponível para fresas.
Pastilhas
| Tamanho da pastilha CI | IC10 |
| Geometria da pastilha | E-L50, M-M20 e M-M30 |
| Raio do canto da pastilha | 0,2, 0,4, 0,8 e 1,6 |
| Classe da pastilha | 1040, 2040, S30T e S40T |
| Número de artigos | 27 |
Parâmetros de corte
Recomendações para hex
| Área ISO | Classes | hex, mm (pol) | hex, mm (pol) | hex, mm (pol) |
| | | E-L50 | M-M20 | M-M30 |
| M1.0.Z.AQ (1,4404 / 316L) | 1040, 2040 | 0,1 (0,05–0,15) 0,004 (0,002–0,006) | 0,1 (0,08–0,15) 0,004 (0,003–0,006) | |
| M3.2.Z.AQ (SAF2205) | 1040, 2040 | 0,08 (0,05–0,12) 0,003 (0,002–0,0047) | 0,08 (0,05–0,12) 0,003 (0,002–0,0047) | |
| S4.2.Z.AN (TiAl6V4) | S30T | 0,1 (0,05–0,15) 0,004 (0,002–0,006) | 0,1 (0,08–0,15) 0,004 (0,003–0,006) | 0,13 (0,08–0,2) 0,0051 (0,003–0,008) |
| S2.0.Z.AG (Inconel 718) | S30T, 2040 | 0,08 (0,05–0,12) 0,003 (0,002–0,0047) | 0,08 (0,05–0,12) 0,003 (0,002–0,0047) | 0,1 (0,08–0,15) 0,004 (0,003–0,006) |
Recomendações de velocidade de corte
| Material | Classe | vc m/min (pés/min) |
| M1.0.Z.AQ (1,4404 / 316L) | 1040 | 75–155 (246–509) |
| 2040 | 90–135 (295–443) | |
| S30T | 90–155 (295–509) | |
| S40T | 135–235 (443–771) | |
| M3.2.Z.AQ (SAF2205) | 1040 | 80–110 (262–361) |
| 2040 | 90–135 (295–443) | |
| S30T | 90–130 (295–427) | |
| S40T | 90–135 (295–443) | |
| S4.2.Z.AN (TiAl6V4) | 2040 | 35–80 (115–262) |
| S30T | 35–105 (115–344) | |
| S40T | 35–60 (115–213) | |
| S2.0.Z.AG (Inconel 718) | 2040 | 30–50 (98–164) |
| S30T | 30–55 (98–180) | |
| S40T | 25–50 (82–164) |
Parâmetros de corte, APMX e AZ
| APMX | 9 mm (0,35 pol) |
| Ap recomendado | 4 mm (0,16 pol) |
| AZ | 1 mm (0,04 pol) |
Parâmetros de corte, usinagem em rampa helicoidal e linear
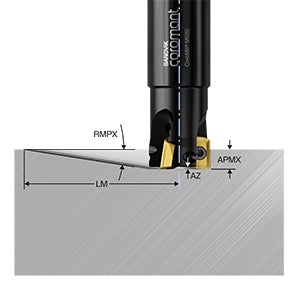
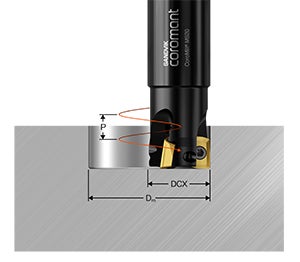
| DCX, métrico | DCX, pol | RMPX (graus) | Lm, mm (pol) | Dm máximo, mm (polegada) | Diâmetro min plano, mm (pol) | Diâmetro mínimo, mm (polegada) |
| | ⅝" | 7,8 | 65,7 (2,85) | 30,15 (1,19) | 27,75 (1,08) | 23,75 (0,93) |
| 16mm | | 7,7 | 66,6 (2,61) | 30,4 (1,2) | 28 (1,10) | 25 (0,97) |
| | ¾" | 5,4 | 95,2 (2,57) | 36,5 (1,44) | 34,1 (1,33) | 30,1 (1,18) |
| 20mm | | 4,9 | 105 (4,13) | 38,4 (1,50) | 36 (1,42) | 33 (1,3) |
| 25mm | | 3,3 | 156,1 (6,15) | 48,4 (1,91) | 46 (1,80) | 43 (1,68) |
| | 1" | 3,2 | 161 (6,34) | 46,8 (1,82) | 46,8 (1,83) | 42,8 (1,68) |
| | 1 ¼" | 2,2 | 234,3 (9,21) | 61,9 (2,44) | 59,5 (2,33) | 55,5 (2,18) |
| 32mm | | 2,2 | 234,3 (9,21) | 62,4 (2,46) | 60 (2,35) | 57 (2,23) |
| | 1 ½" | 1,7 | 303,2 (11,94) | 72,2 (2,83) | 72,2 (2,83) | 68,2 (2,68) |
| 40mm | | 1,6 | 322,2 (12,68) | 78,4 (3,09) | 76 (2,98) | 73 (2,86) |
| 50mm | | 1,2 | 429,7 (16,92) | 98,4 (3,86) | 96 (3,78) | 93 (3,65) |
| | 2" | 1,2 | 429,7 (16,92) | 97,6 (3,83) | 97,6 (3,83) | 93,6 (3,68) |
Parâmetros de corte, fresamento em mergulho


Forças de corte axiais
| Área ISO | Material de referência | Máx ae, mm (pol) | Avanço, mm/z (pol/z) |
| ISO M | M1.0.Z.AQ (1,4404 / 316L) | 4 (0,157) | 0,10 (0.08–0.15) (0,004 (0.003–0.006)) |
| ISO M | M3.2.Z.AQ (SAF2205) | 4 (0,157) | 0,08 (0.05–0.12) (0,003 (0.002–0.0004)) |
| ISO S | S4.2.Z.AN (TiAl6V4) | 3 (0,118) | 0,08 (0.05–0.12) (0,003 (0.002–0.0004)) |
| ISO S | S2.0.Z.AG (Inconel 718) | 3 (0,118) | 0,08 (0.05–0.12) (0,003 (0.002–0.0004)) |
Profundidade de corte variável
- Para aumentar a resistência ao desgaste da pastilha, especialmente em materiais ISO M, a profundidade de corte (ap) pode ser modificada em cada passe para que o desgaste por entalhe se desenvolva mais lentamente.
- Valor da compensação para ap: 25–75% de APMX
2,5 a 6,5 mm (0,098 a 0,256 pol) recomendada para CoroMill® MS20

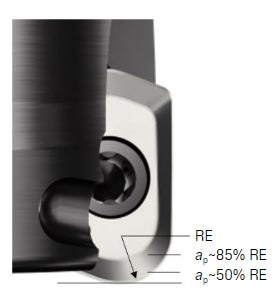
Uso de raios grandes
- Um raio de canto maior da pastilha aumenta a segurança, especialmente em cantos para operações de fresamento de bolsões, assim como maiores ângulos de usinagem em rampa
- A força de corte/carga no fuso aumentará
- O acabamento superficial será inferior
- Pode levar a vibrações em aplicações com balanço
- Quando usada a ap ≤85% RE, a característica de desgaste por entalhe é minimizada
- Quando utilizadas com ap ≤ 50% RE, é possível aplicar estratégias de fresamento de alto avanço
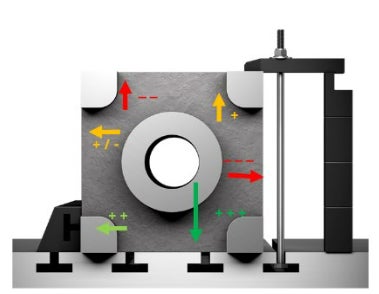
Limitações do dispositivo de fixação
- A fixação deve ser considerada ao escolher a direção do corte e ao mudar de direção
- O sentido do corte em direção à mesa da máquina proporciona a maior estabilidade seguida de um suporte rígido montado diretamente na mesa
Desafios de usinagem em ISO M
Aplicações
- Fresamento de bolsões abertos e fechados
- Canais em cheio e usinagem de furos com ciclos de usinagem em rampa helicoidal
- Fresagem de cavidades com longos balanços
- Fresagem de cantos com baixo contato
- Tornofresamento multitarefa
Desafios
- Formação do cavaco
- Segurança e confiabilidade da pastilha
- Usinagem com longos balanços
- Vida útil da ferramenta previsível e repetida
Solução CoroMill® MS20
- Use a geometria M-M20 para uma excelente formação e escoamento de cavacos de materiais pastosos
- A geometria M-M30 oferece maior segurança em materiais mais resistentes (duplex). A maior tenacidade da aresta da geometria permite que a pastilha seja usada com maior produtividade (parâmetros de corte elevados) em operações estáveis
- Use a geometria E-L50 para aplicações de longos balanços em que uma aresta de corte mais afiada e, portanto, mais leve, ajudará a reduzir as vibrações
- O desenho robusto da haste de aço garante melhor estabilidade e menos deflexão
- As duas arestas de corte têm a mesma vida útil da ferramenta e a geometria M-M20 proporciona características de desgaste previsíveis e graduais, especialmente em aço inoxidável austenítico
Desafios de usinagem em ISO S
Aplicações
- Fresamento de bolsões abertos e fechados
- Canais em cheio e usinagem de furos com ciclos de usinagem em rampa helicoidal
- Fresagem de cavidades com longos balanços
- Fresagem de cantos com baixo contato
- Tornofresamento multitarefa
Desafios
- Escoamento de cavacos
- Segurança e confiabilidade da pastilha
- Vida útil da ferramenta
- Danos ao corpo da fresa (atrito do cavaco)
Solução CoroMill® MS20
- Use a geometria E-L50 para uma excelente formação e escoamento de cavacos de materiais pastosos
- As geometrias M-M20 e M-M30 oferecem maior segurança em aplicações mais difíceis em titânio e Inconel, respectivamente
- A maior tenacidade da aresta dessas geometrias permite que as pastilhas sejam usadas com maior produtividade (parâmetros de corte elevados) em operações estáveis
- O desenho robusto da haste de aço garante melhor estabilidade e menos deflexão. O material aprimorado da ferramenta pode suportar melhor o atrito de cavacos
CoroPlus® Tool Guide para CoroMill® MS20

- Para obter recomendações rápidas e precisas de ferramentas sob medida para atender aos requisitos específicos de sua aplicação, use o seletor de ferramentas on-line CoroPlus® Tool Guide
- Escolha a ferramenta e os parâmetros corretos para sua aplicação, com base na ferramenta, na operação, no material e na máquina
- Fácil de escolher, fácil de usar
- Compatível todas as áreas de aplicação da CoroMill® MS20
Junte-se a nós. Fique por dentro das novidades.
Assinar nossa newsletter agora

Sandvik Coromant do Brasil S.A
+551146803536