
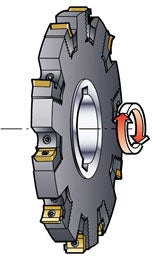
CoroMill® 331
Fresa de disco e de facear multiúso

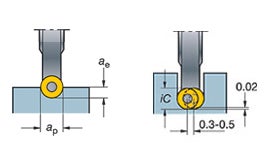
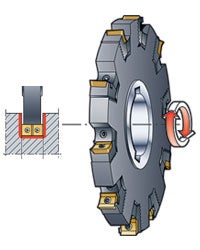
Como ajustar a largura em fresa de faceamento e de disco 3 cortes.Configurações
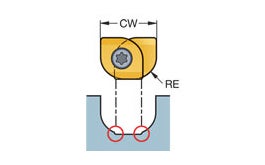
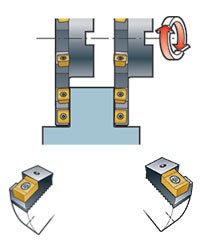
Trabalho com pastilhas com raio de canto grande
Trabalho com pastilhas redondas
Para canais com profundidade maior que IC/2, um ajuste de 0,5 mm (0,020 pol.) de cada cassete é recomendado



Dicas de aplicação
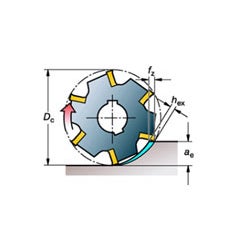
Espessura máxima de cavacos
Para aplicações de fresamento de cortes e canais, o fator mais importante a ser considerado é a espessura máxima do cavaco (hex).
• A aplicação da relação do diâmetro da fresa também é sempre menor que 30%
Use hex otimizado considerando a relação ae/DC, a fim de não operar em uma zona de espessura de cavaco muito baixa, causando atrito sobre a peça ao invés do cisalhamento
O valor hex correto garantirá uma boa ação de corte com melhor qualidade de acabamento superficial e vida útil da ferramenta.

Seleção da classe
Use as classes PVD como primeira escolha para aplicações de usinagem de canais
Use as classes CVD como primeira escolha para aplicações de fresamento de uma lateral

Lista de verificação para faceamento e fresamento de disco
Obtenha o máximo de suas operações de fresamento de canais aplicando essas dicas úteis.
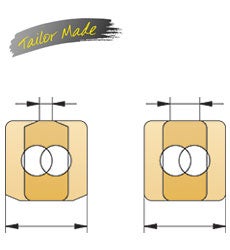
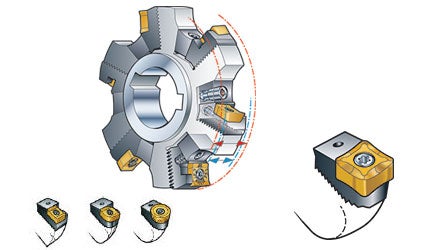
Reduza problemas de sobreposição
• Use pastilhas Tailor Made com comprimento da aresta de corte reduzido
• Reduz o desgaste na zona de sobreposição
• Melhor controle de cavacos e redução de até 10% no consumo de potência
Recomendações
Escolha do corpo da fresa
- As fresas são desenhadas e nomeadas após suas áreas de aplicação, por exemplo: fresa de facear e de disco 3 cortes, fresa de facear e de disco 2 cortes, faceamento reverso.
- Para um ar necessário, use o menor diâmetro de fresa para melhor estabilidade
- Para um diâmetro fixo, use uma fresa com alto zn para maior produtividade
Fresa de facear e de disco 3 cortes
| Fresa versão direita | |
| Cassete versão direita |
|
| Cassete versão esquerda | |
Fresa de facear e de disco 2 cortes
| Rotação do fuso R | Rotação do fuso L | ||
| Fresa tipo R R331.52…R Cassete R |
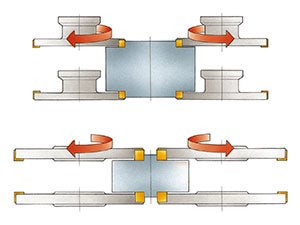 |
Fresa tipo L L331.52…L Cassete L |
|
| Fresa tipo R R331.52…L Cassete L |
Fresa tipo L L331.52…R Cassete R |
||
| Fresa tipo R R331.52 |
Fresa tipo L L331.52 |
||
| Fresa tipo L L331.52 |
Fresa tipo R R331.52 |
||
Comprimento da aresta de corte
Recomenda-se sempre usar a fresa com menor largura quando for escolher uma fresa de facear e de disco 3 cortes para usinagem de canais. A otimização da sobreposição das duas pastilhas é crítica para uma usinagem estável.
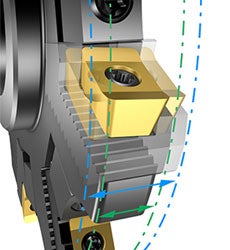
Escolha do cassete
Fresa de facear e de disco 2 cortes
Fresa de facear e fresa de disco 3 cortes
Nota: O diâmetro da fresa, DC, será 3,2 mm (0,126 pol.) maior com a pastilha quadrada de 8 arestas.
Pastilha de primeira escolha
Fresa de facear e de disco 3 cortes 
| Desbaste | M30 4330 | L50 2040 | M30 3040 | WL H13A | L50 S30T | M30 1130 |
| Médio | M30 1130 | L50 1040 | M30 1020 | NL H13A | L50 S30T | M30 1130 |
| Acabamento | L50 1130 | L30 1040 | KL 1020 | NL H13A | L30 S30T | PL S30T |
| P | M | K | N | S | H |
As recomendações são baseadas em condições sem refrigeração para todos os grupos de materiais exceto para ISO-S, em que as condições com refrigeração são recomendadas. Se não houver refrigeração, considere uma classe com cobertura PVD.
Fresa de disco 2 cortes e fresa de disco duplo corte lateral 
| Desbaste | PM 4330 | L50 2040 | KM 3330 | WL H13A | L50 S30T | M30 4330 |
| Médio | M30 4330 | L50 2040 | M30 3040 | NL H13A | L50 S30T | M30 1130 |
| Acabamento | L50 1130 | L30 1040 | M30 1020 | NL H13A | L30 S30T | PL S30T |
| P | M | K | N | S | H |
As recomendações são baseadas em condições sem refrigeração para todos os grupos de materiais exceto para ISO-S, em que as condições com refrigeração são recomendadas. Se não houver refrigeração, considere uma classe com cobertura PVD.
Escolha de geometrias
| Condições boas e fáceis | Condições difíceis e ruins | ||||
|
| |||||
| Agudeza | Tenacidade | ||||

|

|

|
|
|

|
| H-NL | L30 | X-XL | L50 | M30 | X-XM |
Dados de corte
| Código para pedido | Material ISO | fz | hex | ||
| Valor inicial | Mín.-máx. | Valor inicial | Mín.-máx. | ||
| N331.1A-……E-L30 |
| 0,06 | (0,01‒0,08) | 0,05 | (0,01‒0,07) |
| N331.1A-……E-L50 |
| 0,09 | (0,02‒0,17) | 0,08 | (0,02‒0,15) |
| N331.1A-……E-M30 |
| 0,14 | (0,05‒0,20) | 0,12 | (0,04‒0,17) |
| N331.1A-…...x-NL |
| 0,12 | (0,01‒0,17) | 0,10 | (0,01‒0,15) |
| N331.1A-…...x-xL |
| 0,12 | (0,04‒0,17) | 0,10 | (0,03‒0,15) |
| N331.1A-...…x-xM |
| 0,12 | (0,04‒0,17) | 0,10 | (0,03‒0,15) |
| N331.1A-...…x-xM |
| 0,17 | (0,06‒0,29) | 0,13 | (0,05‒0,25) |
| R/L331.1A-……H-WL |
| 0,09 | (0,02‒0,12) | 0,08 | (0,02‒0,10) |
| R/L331.1A-……H-WL |
| 0,12 | (0,05‒0,17) | 0,10 | (0,04‒0,15) |
Junte-se a nós. Fique por dentro das novidades.
Assinar nossa newsletter agora

Sandvik Coromant do Brasil S.A
+551146803536