
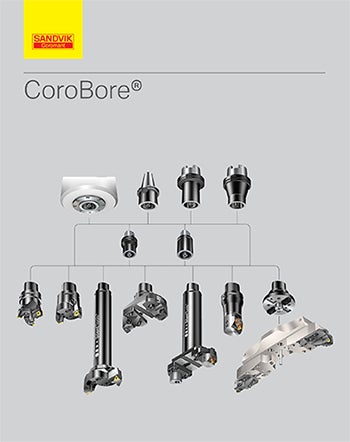
CoroBore® 826
Ferramenta para mandrilamento de precisão com excelente controle de cavacos

Montagem da cápsula

Ajuste do diâmetro da ferramenta
Ajuste do diâmetro e contrapeso
Para diâmetro de 92-154 (3,662-6,063 pol.)
|
1
|
|
3
|
| | | |
|
2a
|
|
4
|
| | | |
|
2b
|
|
5
|






- Destrave o parafuso de travamento de contrapeso.
- Ajuste o contrapeso interno através do ajuste do parafuso (2a) até que o diâmetro de corte necessário (valor nominal) esteja alinhado com a marca (2b) na parte superior da ferramenta.
- Trave o contrapeso com o torque apropriado, 6 Nm (4,425 pés/lbs).
Monte a cápsula na cabeça de mandrilamento de precisão com o torque correto, 6 Nm (4,425 pés/lbs).
Monte a cabeça de mandrilamento de precisão no adaptador.
Ajuste o diâmetro movendo a cabeça de mandrilamento de precisão com o parafuso lateral até que o diâmetro de corte necessário (valor nominal) esteja alinhado com a escala visível no adaptador. - Aperte os parafusos da cabeça de mandrilamento de precisão com o torque correto, 14 Nm (10,236 pés/lbs).
- Ajuste o diâmetro com precisão com a escala 826.
Trave a cabeça de mandrilamento de precisão com o torque correto, 8 Nm (5,900 pés/lbs).

Consulte Obtendo tolerâncias estreitas do furo para mais informações.
Junte-se a nós. Fique por dentro das novidades.
Assinar nossa newsletter agora

Sandvik Coromant US - Mebane, NC
+1-800-Sandvik