
Como escolher o método de penetração em operações de torneamento de roscas
OptiThreading™
O que é OptiThreading™?
OptiThreading™ é um método com movimentos de oscilação da ferramenta que permitirá a quebra controlada de cavacos em aplicações de torneamento de roscas. Esse método único proporciona cortes interrompidos repetidos em todos os passes, exceto o último.
Vantagens da OptiThreading™
- Menos trabalho manual removendo cavacos longos que emperram a ferramenta, a peça e ou o transportador de cavacos
- Menos paradas de máquina não planejadas para maior produtividade e melhor automação
- Aumento da qualidade da superfície da peça, pois nenhum cavaco longo a danificará
- Proporciona uma rosca com melhor acabamento superficial e vibrações controladas
- Possibilidade de aumentar a velocidade de corte principalmente para roscas/diâmetros maiores, o que resulta em maior produtividade
- Menos vibrações devido ao método - possibilidade de aumentar o balanço da ferramenta
O que considerar com OptiThreading™
- Para máquinas CNC que podem processar código ISO (G32/G33/G34)
- Aplicações internas e externas
- Roscas normais e cônicas/afuniladas
- Para todos os tipos de rosca standard acima de um diâmetro de rosca de 12 mm
- Recomendado para funcionar com refrigeração
Como aplicar Optithreading™
Assista ao vídeo sobre como gerar um programa NC com o software CoroPlus® Tool Path.
Métodos convencionais de torneamento de rosca
Há três principais métodos de penetração no torneamento de roscas; penetração de flanco modificada, penetração radial e penetração incremental. O método de penetração determina como a pastilha é aplicada à peça para criar o perfil da rosca.
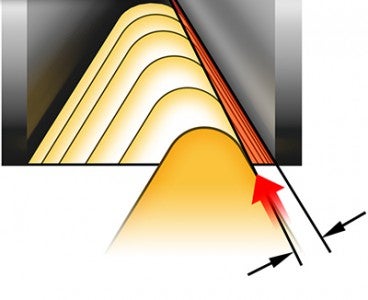
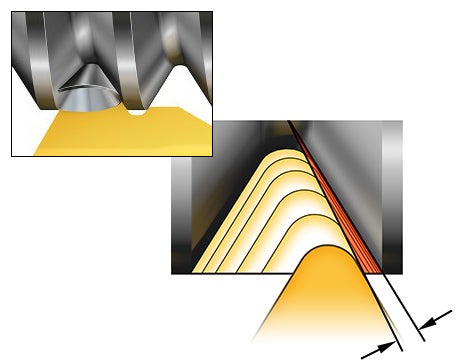
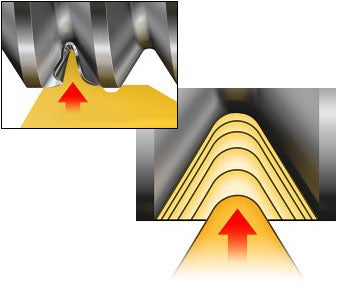
Penetração de flanco modificada
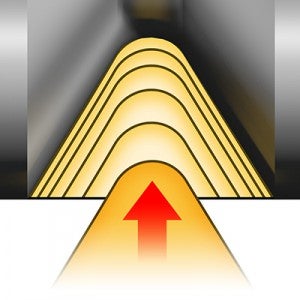
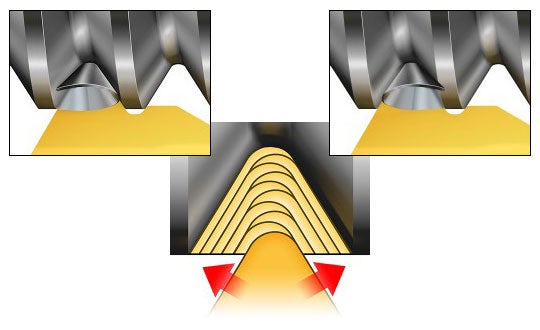
Penetração radial (penetração reta)
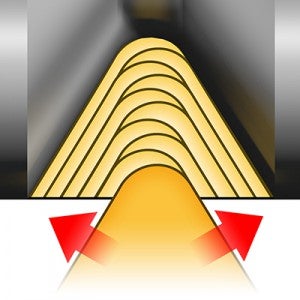
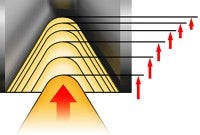
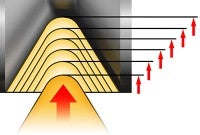
Penetração incremental
A escolha do método de penetração é influenciada pela máquina-ferramenta, geometria da pastilha, material da peça, passo e perfil da rosca e influenciará diretamente:
- Controle de cavacos
- Qualidade da rosca
- Tipo de desgaste da pastilha
- Vida útil da ferramenta
Penetração de flanco modificada
A penetração de flanco modificada é o método de primeira escolha que propicia vida útil da ferramenta mais longa e melhor controle de cavacos. A maioria das máquinas CNC são pré-programadas para esse método que é levemente modificado (inclinado) para evitar o atrito da aresta da pastilha na superfície da peça.
- Recomendada para todas as operações de torneamento de roscas e tipos de pastilhas
- Os cavacos são mais espessos, mas gerados somente em um lado da pastilha, facilitando o corte
- São necessários menos passes porque menos calor é transferido para a pastilha
- Pode ser usada em ambos os flancos da rosca (flanco oposto) para direcionar os cavacos na melhor direção
- Usada para roscas maiores e para eliminar problemas de vibração
- Para pastilhas com geometria quebra-cavacos, esse é o método de penetração mais adequado. Nesse caso, deve ser usado um ângulo de penetração de 1°.
Exemplos de código da máquina:
G76, X48.0, Z-30.0, B57 (ângulo de penetração), D05 etc.
Para diferentes tipos de máquinas, o parâmetro para a penetração de flanco pode ser: G92, G76, G71, G33 e G32
Penetração radial
A penetração radial (reta) é o método de penetração usado com mais frequência e o único possível em muitos tornos não CNC.
- Produz cavacos rígidos, em forma de V, o que é difícil de formar e controlar
- O desgaste da pastilha é uniforme em ambos os flancos
- Adequado para passos finos
- A ponta da pastilha é exposta a altas temperaturas, restringindo a profundidade da penetração
- Risco de vibração e controle de cavacos ruim em passos grandes
- Geometrias quebra-cavacos não são adequadas para a penetração radial.
Penetração incremental
A penetração incremental é a primeira escolha para perfis de roscas maiores (recomendados para passos com mais de 5 mm (5 t.p.i)).
- Os cavacos são direcionados para ambos os caminhos, dificultando o controle de cavacos
- Proporciona um desgaste uniforme da pastilha e prolonga a vida útil da ferramenta em roscas muito grossas
- Qualquer geometria pode ser usada para penetração incremental
- Requer um programa especial da máquina CNC
Profundidade por passe
As recomendações de penetração podem ser encontradas no catálogo ou no ToolGuide. São recomendações para valores iniciais e o número mais adequado de passes deve ser testado para a operação específica de torneamento de roscas.
- A penetração inferior a 0,05 mm (0,002 pol.) deve ser evitada
- Para pastilhas com ponta de nitreto cúbico de boro, a penetração não deve exceder 0,10 mm (0,004 pol.)
- Para pastilhas multidentes, é essencial que as recomendações de penetração corretas sejam usadas
Profundidade decrescente por passe (área de cavacos constantes)
Diminuir a profundidade de penetração por passe é a maneira mais comum de melhorar o resultado de usinagem e é a primeira escolha para todas as operações de torneamento de roscas.
- Mantenha o primeiro passo o mais profundo possível e o último com cerca de 0,07 mm (0,003 pol.)
- Isso propicia uma carga uniforme na pastilha e uma área de cavacos mais "equilibrada"
Profundidade constante por passe
Com uma profundidade constante por passe, cada passe (exceto o último) tem a mesma profundidade, independentemente do número de passes. Esse é um método menos produtivo.
- Aumenta o número de passes necessários
- Mais exigente na pastilha
- Pode propiciar melhor controle de cavacos
- Não deve ser usado para passos maiores que 1,5 mm ou 16 t.p.i.
Ciclos de torneamento de rosca em tornos CNC
Os tornos CNC standard têm ciclos de torneamento de roscas dedicados em que o passo, a profundidade da rosca e o número de passes podem ser ajustados de diferentes maneiras – incluindo o primeiro e o último passe.
Para o último passe, recomendamos não usar um passe em vazio (onde a profundidade de corte do último passe é igual à profundidade de corte do passe anterior). É mais benéfico usar os ciclos de penetração recomendados para assegurar a boa qualidade da rosca e prolongar a vida útil da pastilha.
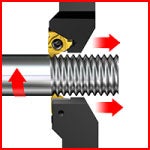
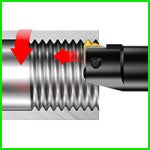
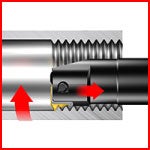
Direção de avanço da ferramenta
Uma rosca pode ser produzida de diferentes maneiras. O fuso pode girar no sentido horário ou anti-horário, com o avanço da ferramenta para frente ou para longe do mandril. A ferramenta para torneamento de roscas também pode ser usada na posição normal ou na posição invertida (ajuda a remover os cavacos posteriormente).

Os set-ups mais comuns são marcados em verde na figura abaixo.
Trabalho longe do mandril (rosqueamento reverso)
O uso de ferramentas direitas para roscas esquerdas (e vice-versa) permite economia de custos através da redução do estoque de ferramentas.

Um calço negativo deve ser usado no set-up marcado em vermelho na figura abaixo.
| Externo | |
| Roscas versão direita | Roscas versão esquerda |
 Pastilha/ferramenta versão direita | 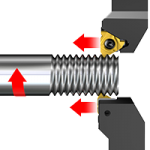 Pastilha/ferramenta versão esquerda |
 Pastilha/ferramenta versão direita | 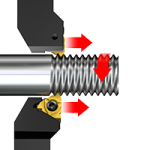 Pastilha/ferramenta versão esquerda |
 Pastilha/ferramenta versão esquerda | 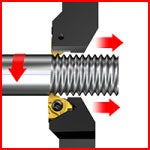 Pastilha/ferramenta versão direita |
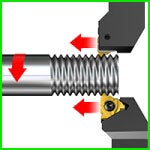
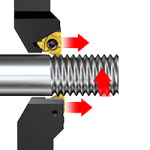
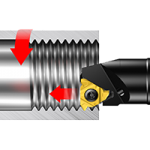
| Interno | |
| Roscas versão direita | Roscas versão esquerda |
 Pastilha/ferramenta versão direita | 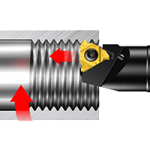 Pastilha/ferramenta versão esquerda |
 Pastilha/ferramenta versão direita | 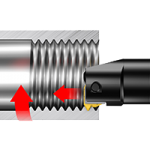 Pastilha/ferramenta versão esquerda |
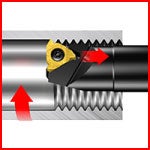 Pastilha/ferramenta versão esquerda | 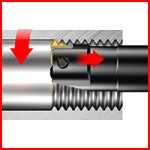 Pastilha/ferramenta versão direita |
 Pastilha/ferramenta versão esquerda | 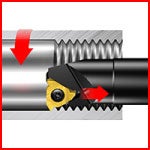 Pastilha/ferramenta versão direita |
Uma nova forma de controlar cavacos
O software CoroPlus Tool Path oferece suporte de programação para torneamento de... chevron_right
Dicas de aplicação para torneamento de roscas
Um problema comum no torneamento de roscas são os cavacos enroscarem em robôs, mandris,... chevron_right
Torneamento de rosca
Software CoroPlus Tool Path para torneamento de roscas e OptiThreading O software... chevron_right
CoroThread® 266
O CoroThread 266 foi desenhado com uma interface iLock para combater as forças extremas... chevron_right
