
Como alargar um furo

Ao alargar um furo, é importante considerar as seguintes recomendações.
Remoção de sobremetal
A remoção de sobremetal recomendada em operações de alargamento depende do material da aplicação e do acabamento superficial do furo pré-usinado. Orientações gerais para a quantidade de material deixar para alargamento são mostradas nas tabelas abaixo.
| Ø, mm | ||||||
| Material | 1-3 | 3-5 | 5,1-10 | 10,1-20 | 20,1-30 | >30 |
| P1 | 0,1-0,2 | 0,1-0,2 | 0,2 | 0,2-0,3 | 0,3-0,4 | 0,4-0,5 |
| P2 | 0,1-0,2 | 0,1-0,2 | 0,2 | 0,2 | 0,3 | 0,3-0,4 |
| P3 | 0,1-0,2 | 0,1-0,2 | 0,2 | 0,2 | 0,3 | 0,3-0,4 |
| P4 | 0,1-0,2 | 0,1-0,2 | 0,2 | 0,2-0,3 | 0,3-0,4 | 0,4-0,5 |
| P5 | 0,1-0,2 | 0,1-0,2 | 0,2 | 0,2 | 0,3 | 0,3-0,4 |
| M1 | 0,1-0,2 | 0,1-0,2 | 0,2 | 0,2 | 0,3 | 0,3-0,4 |
| M2 | 0,1-0,2 | 0,1-0,2 | 0,2 | 0,2 | 0,3 | 0,3-0,4 |
| M3 | 0,1-0,2 | 0,1-0,2 | 0,2 | 0,2 | 0,3 | 0,3-0,4 |
| K1 | 0,1-0,2 | 0,1-0,2 | 0,2 | 0,3 | 0,3 | 0,5 |
| K2 | 0,1-0,2 | 0,1-0,2 | 0,2 | 0,2-0,3 | 0,3-0,4 | 0,4-0,5 |
| K3 | 0,1-0,2 | 0,1-0,2 | 0,2 | 0,3 | 0,4 | 0,5 |
| K4 | 0,1-0,2 | 0,1-0,2 | 0,2 | 0,3 | 0,4 | 0,5 |
| K5 | 0,1-0,2 | 0,1-0,2 | 0,2 | 0,3 | 0,4 | 0,5 |
| N1.1 | 0,1-0,2 | 0,1-0,2 | 0,2-0,3 | 0,3-0,4 | 0,4-0,5 | 0,5 |
| N1.2 | 0,1-0,2 | 0,1-0,2 | 0,2-0,3 | 0,3-0,4 | 0,4-0,5 | 0,5 |
| N1.3 | 0,1-0,2 | 0,1-0,2 | 0,2-0,3 | 0,3-0,4 | 0,4-0,5 | 0,5 |
| N1.4 | 0,1-0,2 | 0,1-0,2 | 0,2-0,3 | 0,3-0,4 | 0,4-0,5 | 0,5 |
| N2 | 0,1-0,2 | 0,1-0,2 | 0,2-0,3 | 0,3-0,4 | 0,4-0,5 | 0,5 |
| N3.1 | 0,1-0,2 | 0,1-0,2 | 0,2-0,3 | 0,2-0,3 | 0,3 | 0,5 |
| N3.2 | 0,1-0,2 | 0,1-0,2 | 0,2-0,3 | 0,2-0,3 | 0,3 | 0,3-0,4 |
| N3.3 | 0,1-0,2 | 0,1-0,2 | 0,2-0,3 | 0,2-0,3 | 0,3 | 0,3-0,4 |
| N3.4 | 0,1-0,2 | 0,1-0,2 | 0,2-0,3 | 0,2-0,3 | 0,3 | 0,3-0,4 |
| N4 | 0,1-0,2 | 0,1-0,2 | 0,2-0,3 | 0,2-0,3 | 0,3 | 0,3-0,4 |
| S1 | 0,1-0,2 | 0,1-0,2 | 0,2 | 0,2-0,3 | 0,3-0,4 | 0,4-0,5 |
| S2 | 0,1-0,2 | 0,1-0,2 | 0,2 | 0,2 | 0,3 | 0,3-0,4 |
| S3 | 0,1-0,2 | 0,1-0,2 | 0,2 | 0,2 | 0,3 | 0,3-0,4 |
| S4 | 0,1-0,2 | 0,1-0,2 | 0,2 | 0,2-0,3 | 0,3-0,4 | 0,3-0,4 |
| S5 | 0,1-0,2 | 0,1-0,2 | 0,2 | 0,2-0,3 | 0,3-0,4 | 0,3-0,4 |
| S6 | 0,1-0,2 | 0,1-0,2 | 0,2 | 0,2-0,3 | 0,3-0,4 | 0,3-0,4 |
| H1 | 0,1-0,2 | 0,1-0,2 | 0,2 | 0,2 | 0,3 | 0,3-0,4 |
| H2 | 0,1-0,2 | 0,1-0,2 | 0,2 | 0,2 | 0,3 | 0,3-0,4 |
| H3 | 0,1-0,2 | 0,1-0,2 | 0,2 | 0,2 | 0,3 | 0,3-0,4 |
| H4 | 0,1-0,2 | 0,1-0,2 | 0,2 | 0,2 | 0,3 | 0,3-0,4 |
| Ø, pol. | ||||||
| Material | 0,0394-0,1181 | 0,1181-0,1969 | 0,1969-0,3937 | 0,3937-0,7874 | 0,7874-1,1811 | >1,1811 |
| P1 | 0,004-0,008 | 0,004-0,008 | 0,008 | 0,008-0,012 | 0,012-0,016 | 0,016-0,020 |
| P2 | 0,004-0,008 | 0,004-0,008 | 0,008 | 0,008 | 0,012 | 0,016-0,020 |
| P3 | 0,004-0,008 | 0,004-0,008 | 0,008 | 0,008 | 0,012 | 0,016-0,020 |
| P4 | 0,004-0,008 | 0,004-0,008 | 0,008 | 0,008-0,012 | 0,012-0,016 | 0,016-0,020 |
| P5 | 0,004-0,008 | 0,004-0,008 | 0,008 | 0,008 | 0,012 | 0,016-0,020 |
| M1 | 0,004-0,008 | 0,004-0,008 | 0,008 | 0,008 | 0,012 | 0,016-0,020 |
| M2 | 0,004-0,008 | 0,004-0,008 | 0,008 | 0,008 | 0,012 | 0,016-0,020 |
| M3 | 0,004-0,008 | 0,004-0,008 | 0,008 | 0,008 | 0,012 | 0,016-0,020 |
| K1 | 0,004-0,008 | 0,004-0,008 | 0,008 | 0,008 | 0,012 | 0,020 |
| K2 | 0,004-0,008 | 0,004-0,008 | 0,008 | 0,008-0,012 | 0,012-0,016 | 0,016-0,020 |
| K3 | 0,004-0,008 | 0,004-0,008 | 0,008 | 0,012 | 0,016 | 0,020 |
| K4 | 0,004-0,008 | 0,004-0,008 | 0,008 | 0,012 | 0,012 | 0,020 |
| K5 | 0,004-0,008 | 0,004-0,008 | 0,008 | 0,012 | 0,012 | 0,020 |
| N1.1 | 0,004-0,008 | 0,004-0,008 | 0,008-0,012 | 0,012-0,016 | 0,016-0,020 | 0,020 |
| N1.2 | 0,004-0,008 | 0,004-0,008 | 0,008-0,012 | 0,012-0,017 | 0,016-0,020 | 0,020 |
| N1.3 | 0,004-0,008 | 0,004-0,008 | 0,008-0,012 | 0,012-0,018 | 0,016-0,020 | 0,020 |
| N1.4 | 0,004-0,008 | 0,004-0,008 | 0,008-0,012 | 0,012-0,019 | 0,016-0,020 | 0,020 |
| N2 | 0,004-0,008 | 0,004-0,008 | 0,008-0,012 | 0,012-0,020 | 0,016-0,020 | 0,020 |
| N3.1 | 0,004-0,008 | 0,004-0,008 | 0,008-0,012 | 0,008-0,012 | 0,012 | 0,020 |
| N3.2 | 0,004-0,008 | 0,004-0,008 | 0,008-0,012 | 0,008-0,012 | 0,012 | 0,016-0,020 |
| N3.3 | 0,004-0,008 | 0,004-0,008 | 0,008-0,012 | 0,008-0,012 | 0,012 | 0,016-0,020 |
| N3.4 | 0,004-0,008 | 0,004-0,008 | 0,008-0,012 | 0,008-0,012 | 0,012 | 0,016-0,020 |
| N4 | 0,004-0,008 | 0,004-0,008 | 0,008-0,012 | 0,008-0,012 | 0,012 | 0,016-0,020 |
| S1 | 0,004-0,008 | 0,004-0,008 | 0,008 | 0,008-0,012 | 0,012-0,016 | 0,016-0,020 |
| S2 | 0,004-0,008 | 0,004-0,008 | 0,008 | 0,008 | 0,012 | 0,016-0,020 |
| S3 | 0,004-0,008 | 0,004-0,008 | 0,008 | 0,008 | 0,012 | 0,016-0,020 |
| S4 | 0,004-0,008 | 0,004-0,008 | 0,008 | 0,008-0,012 | 0,012-0,016 | 0,016-0,020 |
| S5 | 0,004-0,008 | 0,004-0,008 | 0,008 | 0,008-0,012 | 0,012-0,016 | 0,016-0,020 |
| S6 | 0,004-0,008 | 0,004-0,008 | 0,008 | 0,008-0,012 | 0,012-0,016 | 0,016-0,020 |
| H1 | 0,004-0,008 | 0,004-0,008 | 0,008 | 0,008 | 0,012 | 0,016-0,020 |
| H2 | 0,004-0,008 | 0,004-0,008 | 0,008 | 0,008 | 0,012 | 0,016-0,020 |
| H3 | 0,004-0,008 | 0,004-0,008 | 0,008 | 0,008 | 0,012 | 0,016-0,020 |
| H4 | 0,004-0,008 | 0,004-0,008 | 0,008 | 0,008 | 0,012 | 0,016-0,020 |
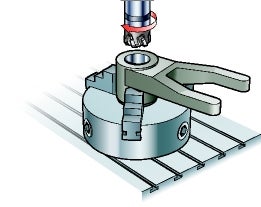
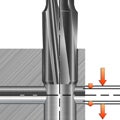
Set-up da peça
- Certifique-se de que a peça a ser alargada esteja devidamente presa
- Para furos passantes, certifique-se de que haja espaço para o escoamento dos cavacos
- Quando alargar peças com paredes finas, certifique-se de que a força de fixação ao redor da peça seja uniforme
Fluido de corte para alargamento
A principal tarefa do fluido de corte é fornecer refrigeração diretamente na zona de corte, o que resulta em vida útil da ferramenta mais longa e melhor escoamento de cavacos.
- Para alargadores inteiriços de metal duro, a refrigeração interna é axial para canais retos e lateral para alargadores com canais helicoidais
- Usar emulsão como um fluido de corte, geralmente, resulta em melhor vida útil da ferramenta do que usar óleo
- A pressão de 15 bar é recomendada
- A pressão de refrigeração mais alta pode ter um efeito positivo no controle e no escoamento de cavacos

Canal helicoidal – refrigeração lateral
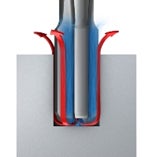
Canal reto – refrigeração axial
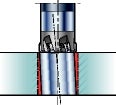
Posição do alargador
O offset entre o furo pré-usinado e o alargador deve ser o menor possível para evitar vibrações.
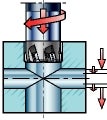
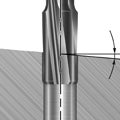
Cortes interrompidos
Os alargadores normalmente podem ser usados para usinar:
- Furos cruzados com menos de 2 mm (0,079 pol.) de diâmetro se o diâmetro da cabeça do alargador for inferior a 22 mm (0,866 pol.)
- Furos cruzados com menos de 3 mm (0,118 pol.) de diâmetro se o diâmetro da cabeça do alargador for de 22 mm (0,866 pol.) ou maior
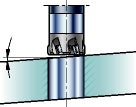
Alargamento de uma superfície angular ou inclinada
Ao alargar superfícies inclinadas ou angulares com um alargador:
- O ângulo máximo recomendado na entrada é de 5 graus
- Certifique-se de sempre minimizar o batimento radial
- Consulte os especialistas técnicos quando usar alargadores inteiriços de metal duro
Alargamento de um furo pré-usinado
O alargamento não deve ser usado para corrigir erros de posição ou retilineidade de furos pré-usinados.
- A retilineidade de um furo pré-usinado deve ser menor que 0,05 mm (0,002 pol.)
- Certifique-se de que o diâmetro do furo pré-usinado possibilite a profundidade radial de corte recomendada

Alargamento
O alargamento é uma operação de acabamento de furos de alta precisão realizada com... chevron_right
Furação
Geralmente, a furação é realizada no fim do processo de manufatura quando as operações... chevron_right
Como aplicar o mandrilamento
Para obter um processo de mandrilamento otimizado, há diversos fatores a serem considerados.... chevron_right
Furação escalonada e com chanfros
Furação com chanfros Furação escalonada e com chanfros Furação com chanfros O... chevron_right
