
CoroTurn® TR
Stabilne profilowanie zewnętrzne i wewnętrzne
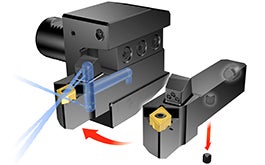
Adapter
Dzięki zastosowaniu uchwytów mocujących do oprawek QS w głowicy rewolwerowej uzyskuje się maksymalną stabilność narzędzia, a chłodziwo jest podawane przez złącze, bez potrzeby stosowania dodatkowych przewodów.

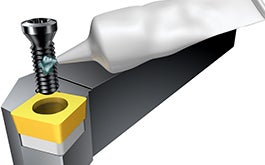
Podłączenie rurką od tyłu
Zestawy przewodów mogą być podłączane bezpośrednio do otworu gwintowanego znajdującego się z tyłu oprawki.

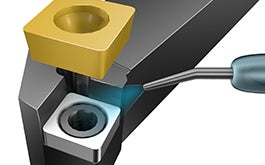
Podłączenie z przodu, od dołu
Należy odkręcić śrubęznajdującą się z przodu na dole i wkręcić w to miejsce adapter chłodziwa i podłączyć do niego zestaw przewodów.

Podłączenie rurką od tyłu z ogranicznikiem QS
Zamocować rurkę z tyłu oprawki, aby zapewnić funkcjonalność „podłącz i używaj". Zamocować ogranicznik QS w głowicy rewolwerowej i podłączyć zestaw przewodów do ogranicznika QS. To zagwarantuje ustalone położenie oprawki i umożliwi podawanie chłodziwa przez złącze.


Zalecenia
Typ płytki i mocowania
| Obróbka wykończeniowa | Obróbka średnia | |
| Kształt płytki | D | D |
| Wielkość płytki | 13 | 13 |
| Kąt przystawienia | 93° | 93° |
| Mocowanie | Śruba | Śruba |
| Obróbka wykończeniowa | Obróbka średnia |
| D | D |
| 13 | 13 |
| 93° | 93° |
| Śruba | Śruba |
| Obróbka wykończeniowa | Obróbka średnia | |
| Kształt płytki | V | D |
| Wielkość płytki | 13 | 13 |
| Kąt przystawienia | 95° | 93° |
| Mocowanie | Śruba | Śruba |
| >40 | >40 |
Gatunek płytki
| Warunki obróbki | P | M | K | S | H |
| Dobre | GC4415 | GC2220 | H13A | GC1105 | CB7115 |
| Przeciętne | GC4425 | GC2025 | H13A | GC1115 | CB7125 |
| Trudne | GC4335 | GC1125 | H13A | GC1125 | CB7125 |
Geometria płytki
| Rodzaj obróbki | P | M | K | S | H |
| Obróbka wykończeniowa | -F | -F | -F | -F | S01020 |
| Obróbka średnia | -M | -M | -M | -M | S01020 |
Dołącz do nas. Bądź na bieżąco.
Już dziś zaprenumeruj nasz biuletyn

Sandvik Polska Sp. z o.o.
+48222922347