
System mocowania QS™
Optymalizacja obróbki małych przedmiotów
Przegląd asortymentu
Części robocze (głowice)
| Rodzina produktów | Wielkość złącza | Wielkość płytki | Wersja |
| CoroCut® XS | QSM 12, QSM 16 | 3 | L, R |
| CoroThread® 266 | QSM 12, QSM 16 | 16 | L, R |
| CoroCut® 2 | QSM 12, QSM 16 | E, F, G | L, R |
| CoroTurn® 107 | QSM 12, QSM 16 | CCMT 06/09, DCMT 07/11, VCMT/VBMT 11 | L, R, N |
Adaptery z chwytem o przekroju prostokątnym
| Rodzina produktów | Wielkość złącza | Wysokość oprawki | Szerokość chwytu |
| QS™ Micro | QSM 12, QSM 16 | 10–20 mm 6/16–12/16 cala | 11–20 mm 6/16–12/16 cala |
Oznaczenie produktu
Adaptery z chwytem o przekroju prostokątnym

1. Nazwa rodziny produktów
HOLDING QSM – QS™ Micro
2. Wielkość złącza
12/16
3. Wersja
N/R/L
4. Wielkość trzonka
Jednostki metryczne: 1012/1212/1616/2020 (mm)
Jednostki calowe: 06/08/10/12 (1/16")
Głowice skrawające – CoroCut® XS, CoroThread® 266 i CoroTurn® 107

1. Nazwa rodziny produktów
HOLDING QSM – QS™ Micro
2. Wielkość złącza
12/16
3. Wersja
Patrz oznaczenie rodziny produktów
4. Wielkość trzonka
Patrz oznaczenie rodziny produktów
Głowice skrawające – CoroCut® 2

1. Operacja
2. Rodzina produktów
3. Zastosowanie produktu (TPC)
4. Typ złącza obrabiarki
5. Wielkość złącza obrabiarki
6. Wersja oprawki
7. Specyfikacja rodziny produktów
Sposób użytkowania
- Złącze na trzonku jest wykorzystywane w obu wersjach narzędzia: prawej i lewej. Wystarczy obrócić je o 180 stopni
- Podczas montażu głowicy tokarskiej w adapterze, śruba nastawcza jest dokręcana momentem do 4 Nm (2.95 lb/ft). Należy regularnie sprawdzać, czy śruba nie jest zużyta; zużytą śrubę należy wymienić. Śrubę można zakupić osobno
- Po zamontowaniu narzędzia w obrabiarce należy skontrolować położenie krawędzi skrawającej w wymiarach: promieniowym, osiowym i wysokości. Wartości HF/LF/WF mogą się różnić w zależności od zespołu głowicy tokarskiej i adaptera trzonka
- Dopływ chłodziwa można podłączyć z tyłu i z boku adaptera trzonka przy użyciu połączenia gwintowanego M6.

Asortyment
| Oznaczenie | Mocowanie po stronie obrabiarki |
| QS-HP80-M6-NPT18-1 | NPT 1/8 cala |
| QS-HP80-M6-G18-1 | G 1/8 cala (BSPP) |
| QS-HP80-M6-R18-1 | R 1/8 cala (BSPT) |
| QS-HP80-M6-AN3-1 | AN - 3 |
| QS-HP80-M6-AN4-1 | AN - 4 |
| QS-HP80-M6-M10-1 | M10x1,5 mm |
| QS-HP80-PTFE | Zapasowy wąż |
| QS-HP100-M6-AN4-A | Przystawka do chłodziwa |
Asortyment - produkty specjalne dostępne w magazynie
| Oznaczenie | Mocowanie po stronie obrabiarki |
| QS-HP250-M6-NPT18-S | NPT 1/8 cala |
| QS-HP250-M6-G18-S | G 1/8 cala (BSPP) |
| QS-HP250-M6-R18-S | R 1/8 cala (BSPT) |
| QS-HP250-M6-AN3-S | AN - 3 |
| QS-HP250-M6-AN4-S | AN - 4 |
| QS-HP250-M6-M10-S | M10x1,5 mm |
Uwaga: Asortyment narzędzi specjalnych QS™ Micro nie jest dostępny w sprzedaży online. W celu złożenia zamówienia należy skontaktować się z lokalnym przedstawicielem Sandvik Coromant
Maksymalna średnica wytaczaka w obróbce w ustawieniu wzdłuż osi Y
W zależności od położenia narzędzia QS™ Micro do obróbki w ustawieniu wzdłuż osi Y i sąsiednich narzędzi należy uwzględnić maksymalną średnicę przedmiotu obrabianego.
Jeśli narzędzie do obróbki w ustawieniu wzdłuż osi Y ma taki sam wysięg, jak sąsiadujące z nim zwykłe narzędzia, należy uwzględnić poniższe zalecenie:
- Maksymalna średnica wytaczaka (db) nie może być większa niż odległość między dwoma punktami obróbki (A) -2 mm (-0.079 cala) (bezpieczny odstęp po obu stronach wynosi 1 mm (0.039 cala))
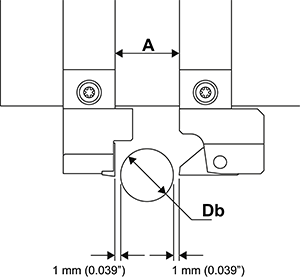
- Maksymalna średnica wytaczaka (db) znacznie zmaleje, jeśli sąsiednie narzędzie też jest przeznaczone do obróbki w ustawieniu wzdłuż osi Y. Dlatego nie zalecamy stosowania narzędzia do obróbki w ustawieniu wzdłuż osi Y jako sąsiadującego
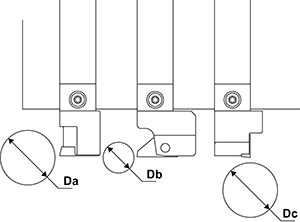
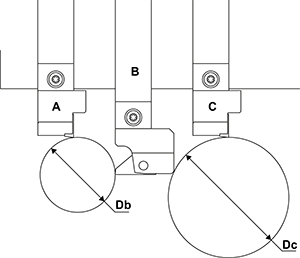
Gdy narzędzie do obróbki w ustawieniu wzdłuż osi Y (B) ma większy wysięg niż sąsiadujące z nim zwykłe narzędzia, należy obliczyć maksymalną średnicę wytaczaka (db) zgodnie z rzeczywistą pozycją narzędzi i konstrukcją płyty mocującej w obrabiarce.
Ponadto należy uwzględnić dwa czynniki:
- Wartość db względem narzędzia A i narzędzia do obróbki w ustawieniu wzdłuż osi Y
- Wartość DC względem tyłu narzędzia do obróbki w ustawieniu wzdłuż osi Y i narzędzia C
Dołącz do nas. Bądź na bieżąco.
Już dziś zaprenumeruj nasz biuletyn

Sandvik Polska Sp. z o.o.
+48222922347