
CoroDrill® 865
CoroDrill® 865 to całkiem nowa geometria, która oferuje bardziej wydajne i stabilne wiercenie otworów olejowych, do głębokości równej 30-krotności średnicy wiertła. Stanowiąc optymalne rozwiązanie do obróbki żeliwnych i stalowych wałów korbowych, CoroDrill® 865 oferuje możliwość pracy z wysokim posuwem oraz dobrą powtarzalność i bezpieczeństwo procesu.
Instrukcja dla wierteł do wałów korbowych serii CoroDrill 865

Bicie narzędzia
Stabilne ustawienia i mocowanie w obrabiarce są kluczowe dla wiercenia otworów olejowych z maksymalnym rekomendowanym biciem narzędzia nie przekraczającym 30 mikronów (0.03 mm, 0,00118 cala).

Chłodziwo
Standardowo wiertło CoroDrill 865 stosowane jest z chwytem z opcją minimalnego smarowania (MQL). Aby zapewnić zoptymalizowaną wydajność, kluczowa jest odpowiednia kontrola przepływu i ciśnienia minimalnego smarowania (MQL).

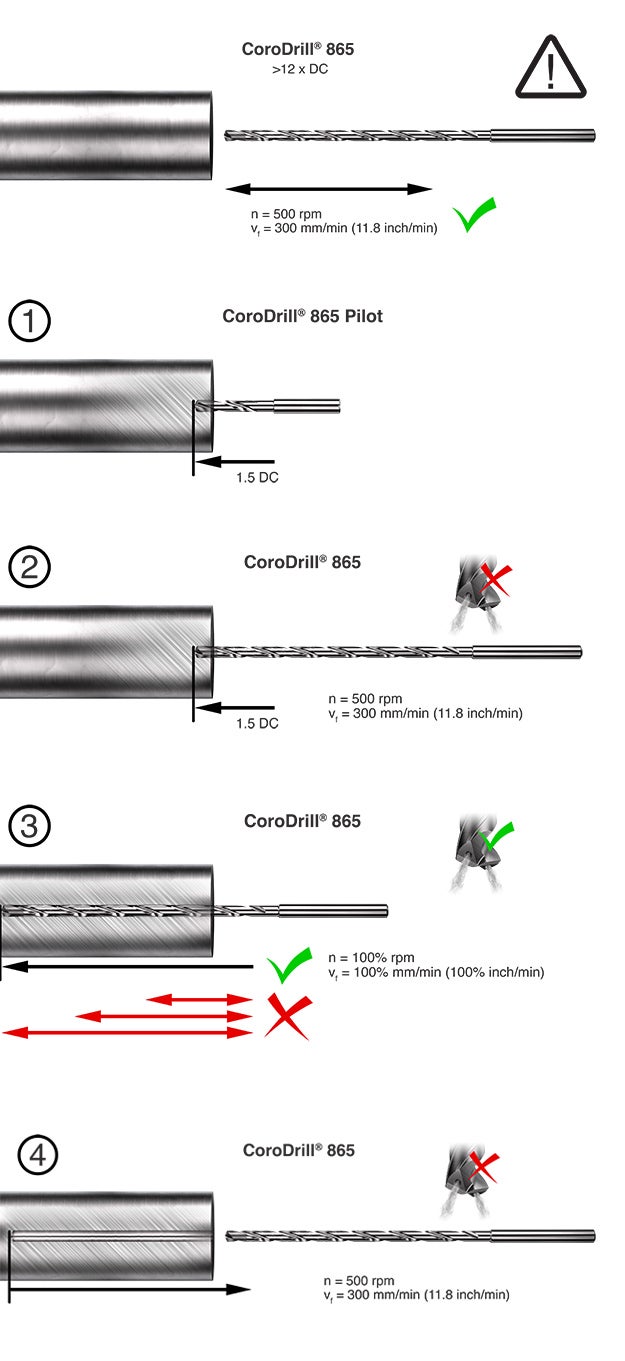
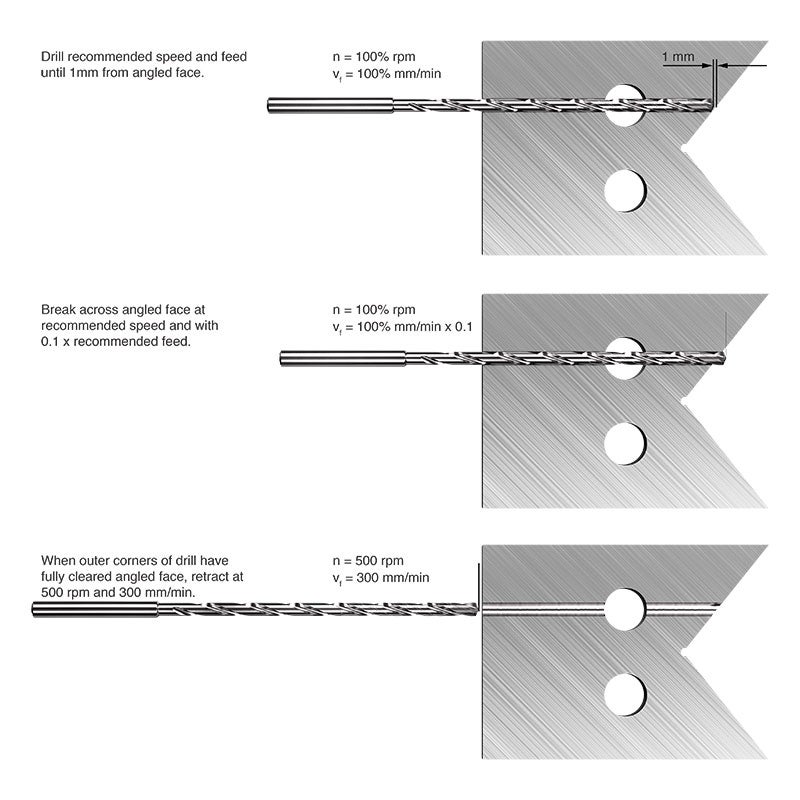
Poradnik krok po kroku
Dokładne, nachylone otwory olejowe należy wykonywać w trzech prostych krokach. Zawsze należy rozpoczynać, stosując dedykowane wiertło do otworu prowadzącego, i przestrzegać zaleceń dotyczących chłodziwa oraz parametrów skrawania zawartych w tym poradniku.
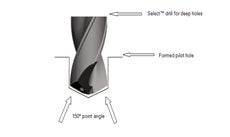
Wiertło do otworów prowadzących
Aby zapewnić odpowiednią precyzję, przebieg skrawania i położenie otworu, należy stosować wiertło do otworu prowadzącego dedykowane dla wiertła CoroDrill 865. Powinno posiadać klasę dokładności wykonania korpusu p7 oraz kąt wierzchołkowy 150 stopni. Wiertło CoroDrill 865 ma klasę dokładności wykonania m7 i kąt wierzchołkowy 135 stopni.

{kind=link}
{kind=link}
Polecamy
Dołącz do nas. Bądź na bieżąco.
Już dziś zaprenumeruj nasz biuletyn

Sandvik Polska Sp. z o.o.
+48222922347