
CoroTurn® XS
Obróbka wewnętrzna wysokiej jakości małych elementów
Instrukcje

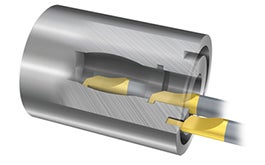
Adapter z tuleją zaciskową
Zastosuj adapter z tuleją zaciskową, aby uzyskać sztywne mocowanie i najwyższe osiągi. Większa stabilność umożliwia ograniczenie mikrodrgań do minimum i większą trwałość narzędzia.

Adaptery do imaka noża zewnętrznego
Jeśli liczba pozycji narzędzia z trzonkiem cylindrycznym jest ograniczona lub nie ma ich wcale, można użyć adapterów z trzonkiem o przekroju prostokątnym do imaka noża zewnętrznego w obrabiarkach z przesuwną głowicą. Zwiększa to dostępną liczbę pozycji narzędzia do wykorzystania i produktywność w obrabiarce.

Obrabiarki z przesuwną głowicą
Dowiedz się, jak konfigurować obrabiarki z przesuwną głowicą, aby wesprzeć powtarzalny i wydajny proces obróbki.
Obrabiarki z przesuwną głowicą
Zalecenia
Wybór narzędzia
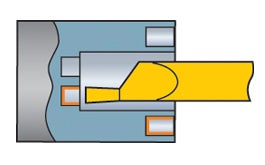
Toczenie (CXS-xxT…)
Toczenie z kątem przystawienia 98º lub 90º otworów o średnicy od 0.3 mm (0.012 in).
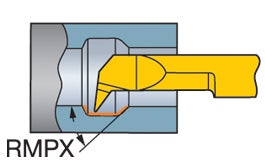
Profilowanie (CXS-xxR…)
Do otworów o średnicy od 4.2 mm (0.165 in), promień naroża z zakresu 0.5–1 mm (0.02–0.039 in).
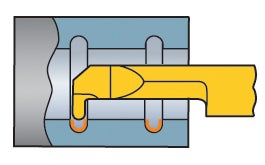
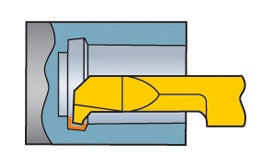
Obróbka rowków (CXS-xxG…)
Wszystkie narzędzia do toczenia rowków wykonują rowki o prostym dnie i ostrych narożnikach. Do otworów o średnicy od 2.0 mm (0.079 in), szerokości ostrza: 0.5–2 mm (0.020–0.079 in).
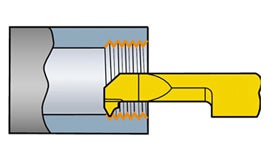
Obróbka gwintów (CXS-xxTH…)
Narzędzia do wykonywania wysokiej jakości gwintów o pełnym zarysie w jednym przejściu. Do otworów o średnicy od 4.2 mm (0.165 in). Zarysy gwintów: VP60, M60, UN60, WH55, NPT60, TR30.
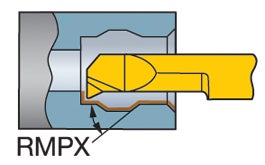
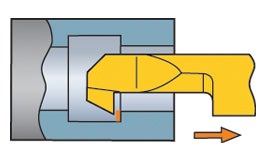
Wytaczanie rowków czołowych (CXS-xxF…)
Do obróbki najwęższych rowków o najmniejszych średnicach. Do rowków o średnicach od 0.2 mm (0.008 in) i głębokościach do 30 mm (1.18 in).
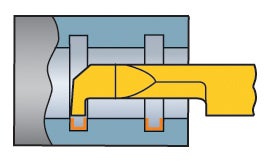
Wstępne przecinanie (CXS-xxGX…)
Do otworów o średnicy od 5.2 mm (0.205 in).
Wytaczanie wsteczne (CXS-xxB…)
Do otworów o średnicy od 4.2 mm (0.165 in).
Kopiowanie (CXS-xxTE…)
Kopiowanie wewnętrzne otworów o średnicy od 4.2 mm (0.165 in).
Parametry skrawania
Program CoroTurn® XS jest przeznaczony do obróbki z niewielkimi oporami skrawania przy głębokości skrawania 0.05-0.6 mm (0.002-0.024 in) i posuwie 0.01-0.05 mm (0.0004-0.0016 in).
Gatunki
- Gatunkiem pierwszego wyboru do toczenia jest GC1125 z pokryciem PVD, mający zwiększać trwałość narzędzi do obróbki materiałów z grup ISO P, M, N i S
- Gatunkiem pierwszego wyboru do obróbki ogólnej jest gatunek GC1025 z cienkim pokryciem wykonanym metodą PVD, przeznaczony do niezawodnej obróbki ze średnią prędkością materiałów z grup ISO P, M, N i S
- Alternatywą jest niepokrywany gatunek H10F. Może być stosowany do obróbki materiałów z grupy ISO N i materiałów nieżelaznych lub w zastosowaniach wymagających użycia ostrej krawędzi skrawającej
- Do obróbki stali hartowanej (ISO H) zaleca się gatunek CB7014 z ostrzem z CBN
Geometrie
- Pierwszy wybór: Płasko szlifowana geometria z bardzo ostrą krawędzią
- Możliwość optymalizacji: Zastosuj szlifowaną geometrię A, aby uzyskać doskonałą kontrolę wiórów i zapobiegać ich zakleszczaniu w małych otworach
Dołącz do nas. Bądź na bieżąco.
Już dziś zaprenumeruj nasz biuletyn

Sandvik Polska Sp. z o.o.
+48222922347