
CoroCut® 1-2
Uniwersalne przecinanie i obróbka rowków
Instrukcje postępowania
Zobacz i pobierz instrukcje obsługi dla oprawek serii CoroCut 1-2 ze złączem systemu QS
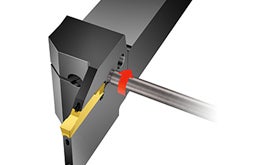
Wymiana płytki i podłączenie chłodziwa w oprawkach QS

Znajdź adapter dla konkretnej obrabiarki
Te uchwyty mocujące oraz oprawki napędzane są przeznaczone do konkretnych typów głowicy rewolwerowej z rozstawem śrub charakterystycznym dla obrabiarek danej marki.
Wskazówki dotyczące zastosowań
Istnieje szereg wskazówek, których zastosowanie w praktyce pozwala istotnie poprawić przebieg przecinania i obróbki rowków.
Zachęcamy do odwiedzenia sekcji bazy wiedzy poświęconej przecinaniu i obróbce rowków
Zalecenia
- Rozpocząć od płytki pierwszego wyboru i zalecanych parametrów
- Wszystkie zalecenia dotyczą parametrów skrawania bez precyzyjnego podawania chłodziwa
- Stosując precyzyjne podawanie chłodziwa, można zwiększyć prędkość o 30–50%
- System CoroCut® 1-2 do odcinania i obróbki rowków zewnętrznych to ekonomiczny wybór przy głębokości rowka umożliwiającej użycie płytek dwuostrzowych.
Jeśli system CoroCut 1-2 nie spełnia wymagań, na stronie Przecinanie i obróbka rowków można znaleźć więcej zaleceń dotyczących wyboru narzędzi.
Zalecane płytki
Wielkości gniazd płytek
- Dostępne są płytki z gniazdami różnej wielkości i o zróżnicowanych promieniach naroży
- Wielkość gniazda płytki musi odpowiadać wielkości gniazda w oprawce
Wielkości gniazd płytek
- D-G ze złączem typu V:
- Szerokości ostrzy płytek: 1.5–3 mm (0.059–0.118 cala)
- Głębokość skrawania: 12.9–18.8 mm (0.508–0.740 cala)
- H-R ze stabilnym złączem szynowym:
- Szerokości ostrzy płytek: 4–15 mm (0.157–0.394 cala)
- Głębokość skrawania: 23.7–28.0 mm (0.933–1.102 cala)
Płytki pierwszego wyboru
Zamieszczone poniżej tabele pomogą w znalezieniu płytki pierwszego wyboru do danego zastosowania
Podcinanie za pomocą CoroCut® 1-2
Dwukrawędziowe płytki CoroCut® oferują doskonałą kontrolę wiórów podczas podcinania z niewielkimi głębokościami przy niskich posuwach.
- -RM to wszechstronna geometria do profilowania we wszystkich materiałach
- Geometrii -RO należy używać do obróbki stali nierdzewnej, HRSA i innych materiałów o dużej lepkości
Obróbka rowków pod pierścienie osadcze
Aby uzyskać niskie siły skrawania i małą chropowatość powierzchni, należy używać CoroCut® 1-2 z geometrią -GF
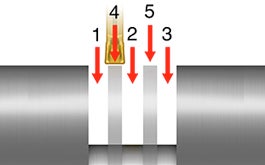
Zalecenia dotyczące płytek do odcinania
1 |
2 |
3 |
4 |
5 |
|
| Stal | GC1125 -CF | GC1125 -CM | GC2135 -CR | GC2135 -CM | GC2135 -CR |
| Stal nierdzewna | GC1125 -CM | GC1125 -CM | GC2135 -CM | GC1145 -CM | GC1145 -CM |
| Żeliwo | GC4325 -CM | GC4325 -CM | GC2135 -CR | GC2135 -CR | GC2135 -CR |
| Metale nieżelazne | H13A -TF | H13A -TF | H13A -TF | H13A -TF | H13A -TF |
| Superstopy żaroodporne i tytan | GC1105 -CM | GC1105 -CM | GC1145 -CM | GC1145 -CM | GC1145 -CM |
| Stal hartowana | CB7015 -S | CB7015 -S | CB7015 -S | CB7015 -S | CB7015 -S |
- Przecinanie prętów lub rur – warunki dobre lub przeciętne
- Przecinanie prętów – warunki dobre lub przeciętne (z wrzecionem pomocniczym i/lub po zmniejszeniu posuwu w pobliżu osi)
- Przecinanie prętów – warunki normalne lub niestabilne, bez zmniejszenia posuwu w pobliżu osi
- Przecinanie prętów lub rur – skrawanie lekko i średnio przerywane
- Przecinanie prętów lub rur – skrawanie średnio i mocno przerywane
Zalecenia dotyczące płytek do obróbki rowków
6 |
7 |
8 |
9 |
10 |
11 |
12 | |
| Stal | GC1125 -GF | GC4325 -TF | GC4325 -RM | GC1125 -RO | GC1125 -GF | GC4325 -TF | GC4325 -TF |
| Stal nierdzewna | GC2135 -GF | GC2135 -TF | GC1125 -RO | GC1125 -RO | GC2135 -GF | GC2135 -TF | GC2135 -TF |
| Żeliwo | GC3115 -GM | GC3115 -TM | GC4325 -RM | GC4325 -RM | GC1125 -GF | GC3115 -TF | GC3115 -TF |
| Metale nieżelazne | H13A -GF | H13A -TF | GC1105 -AM | GC1005 -AM | H13A -GF | H13A -TF | H13A -TF |
| Superstopy żaroodporne i tytan | GC1105 -GF | GC1105 -TF | S05F -RO | S05F -RO | GC1105 -GF | GC1105 -TF | GC1105 -TF |
| Stal hartowana | CB7015 -S | CB7015 -S | CB7015 -RE | CB7015 -RE | CB7015 -S | CB7015 -S | CB7015 -S |
- Obróbka rowków
- Toczenie szerokich rowków
- Profilowanie zewnętrzne
- Profilowanie wewnętrzne
- Obróbka rowków wewnętrznych
- Toczenie wewnętrzne szerokich rowków
- Obróbka rowków czołowych
Dołącz do nas. Bądź na bieżąco.
Już dziś zaprenumeruj nasz biuletyn

Sandvik Polska Sp. z o.o.
+48222922347