
CoroCut® QI
Zoptymalizowane pod kątem obróbki rowków wewnętrznych i czołowych na małych średnicach
Jak wybrać elementy narzędzia do obróbki rowków czołowych
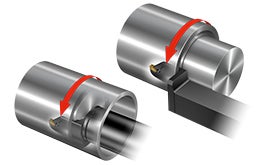
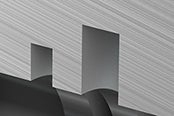
Żebro A lub B
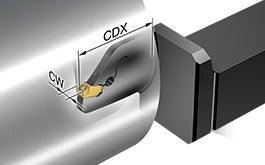
Szerokość ostrza płytki (CW)
Do toczenia rowków należy stosować płytkę o możliwie najszerszym ostrzu i odpowiednio szeroką oprawkę. Szersza oprawka jest bardziej sztywna i zapewnia większą stabilność.

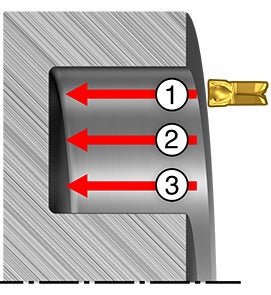
Maksymalna głębokość skrawania (CDX)
Zawsze wybierać to narzędzie, które ma mniejszą maksymalną głębokość skrawania (CDX), a co za tym idzie większą stabilność.

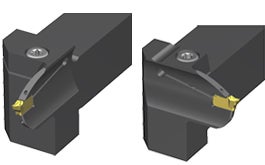
Zakres średnic pierwszego przejścia (DAXIN i DAXX)
Stosować narzędzie o największej średnicy odpowiadającej wymiarom rowka. Narzędzie do rowków o dużych średnicach ma mniejszą krzywiznę, dlatego jest sztywniejsze i bardziej stabilne. Zapewnia ono także lepszą kontrolę wiórów.

Wskazówki dotyczące zastosowań
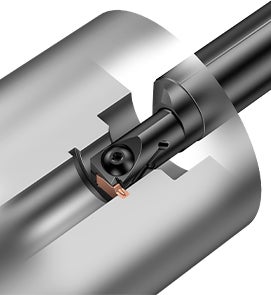
Metody wytaczania rowków wewnętrznych
W zależności od zastosowania można brać pod uwagę wykorzystanie kilku różnych strategii obróbki rowków wewnętrznych.
Dowiedz się więcej o tym, w jaki sposób wykonywać obróbkę zgrubną przy użyciu nieliniowej drogi narzędzia, obróbkę zgrubną z posuwem osiowym, obróbkę zgrubną z roztaczaniem na boki i obróbkę wykończeniową, oraz poznaj inne istotne informacje na temat tego rodzaju obróbki.
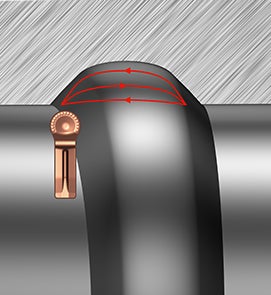
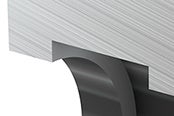
Metody obróbki rowków czołowych
W zależności od zastosowania można brać pod uwagę wykorzystanie kilku różnych strategii obróbki rowków czołowych.
Dowiedz się więcej o tym, w jaki sposób wykonywać obróbkę zgrubną z posuwem osiowym, obróbkę zgrubną z roztaczaniem na boki i obróbkę wykończeniową, oraz poznaj inne istotne informacje na temat tego rodzaju obróbki.
Wysięg
Aby uniknąć drgań, należy stosować konfigurację z jak najkrótszym wysięgiem i geometrią generującą jak najmniejsze opory skrawania.
Zalecenia
Geometrie

| 
| 
| |
| -GF | -TF | -RM | |
| Zastosowanie: |
|
|
|
| Właściwości: |
|
|
|
Gatunki
| GC1105 | GC1125 | GC1135 | GC1145 | H13A | |
| Materiały: | ISO S, M i N | Materiały z grup ISO P, M, K i S | ISO P i M | ISO P, M i S | ISO N i S |
| Właściwości: |
|
|
|
|
|
| Geometrie: | -GF, -TF, -RM | -GF, -TF, -RM | -TF, -RM | -GF, -TF | -GF |
Geometrie i gatunki pierwszego wyboru
 |
|
 |

|
|
| Rowek wewnętrzny | Szeroki rowek wewnętrzny | Rowek czołowy | Profilowanie wewnętrzne/czołowe | |
| ISO P | -GF GC1125 | -TF GC1125 | -TF GC1125 | -RM GC1125 |
| ISO M | -GF GC1145 | -TF GC1135 | -TF GC1145 | -RM GC1135 |
| ISO K | -GF GC1125 | -TF GC1125 | -TF GC1125 | -RM GC1125 |
| ISO N | -GF H13A | -TF GC1105 | -TF GC1105 | -RM GC1125 |
| ISO S | -GF GC1105 | -TF GC1105 | -TF GC1105 | -RM GC1105 |
EasyFix™
Należy zawsze stosować narzędzia CoroCut® QI z tulejami zaciskowymi EasyFix™. Sprężysty zatrzask umieszczony w tulei wpada w rysę naciętą na trzonku wytaczaka, ułatwiając poprawne ustawienie ostrza narzędzia na poziomie osi obrotu przedmiotu obrabianego w każdej konfiguracji narzędzia. Uszczelnienie zapewnia dobre wyniki obróbki przy ciśnieniu chłodziwa do 150 bar.

Sposób oznaczania
Oprawki QS™
| QS | - | QI | - | R | F | G | 15 | C | 2525 | - | 016 | B |
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 |
Głowica CoroTurn® SL
| SL | - | QI | - | R | G | 18 | C | 32 | - | 024 | A |
| 1 | 2 | 3 | 5 | 6 | 7 | 8 | 9 | 10 |
Wytaczak
| QI | - | R | AF | G | 06 | C | 25 | - | 016 | A |
| 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 |
- QS: Złącze trzonków o przekr. prost. do szybkiej wymiany
SL: Głowice tokarskie CoroTurn® SL - Rodzina produktów
- R: Narzędzie prawe
L: Narzędzie lewe - F/G: Ustawienie 0º/90º (chwytu)
AF/AG: Wytaczak do obróbki rowków czołowych/wewnętrznych
- Rozmiar gniazda płytki, E/F/G/H/J/K
- Głębokości skrawania (CDX)
- C: Wewnętrzne doprowadzenie chłodziwa
- Rozmiar chwytu/złącza
- Rowki czołowe: DAXIN, min. średnica pierwszego przejścia
Rowki wewnętrzne: Dmin1, min. średnica otworu - Rowki czołowe: Typ żebra A/B
Płytki
| QI | - | N | G | - | 0300 | - | 00 | 02 | - | GF |
| 1 | 2 | 3 | 4 | 5 | 6 | 7 |
- Rodzina produktów
- Kąt przystawienia narzędzia
N = Płytki neutralne - Rozmiar gniazda płytki
E: 1.85–2.39 mm
F: 2.46–2.79 mm
G: 3 mm
H: 4 mm
J: 5 mm
- Szerokość skrawania (CW)
0600: 6 mm
0500: 5 mm
0400: 4 mm
0300: 3 mm
0200: 2 mm - Kąt odchylenia krawędzi skraw.
00: Brak = 0° - Promień naroża płytki
02: 0.2 mm
03: 0.3 mm
04: 0.4 mm
- Geometria płytki
TF: Do toczenia rowków i roztaczania
GF: Szlifowana do obróbki rowków
RM: Do profilowania
Dołącz do nas. Bądź na bieżąco.
Już dziś zaprenumeruj nasz biuletyn

Sandvik Polska Sp. z o.o.
+48222922347