
CoroCut® QF
Bezpieczna obróbka rowków czołowych
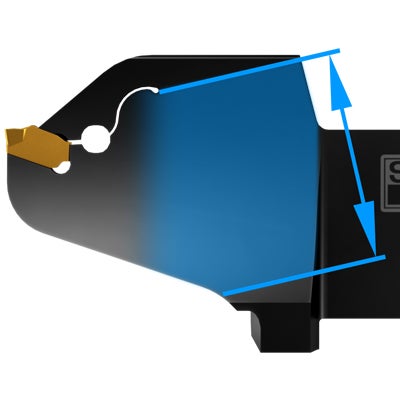
Innowacyjna konstrukcja listwy
Mniej materiału w najsłabszym przekroju poprzecznym i mniejsza masa przedniej części listwy zapewnia lepszą sztywność dynamiczną, ograniczając ryzyko wystąpienia drgań. Szczelina dźwigni docisku została zoptymalizowana pod kątem zapewnienia właściwej siły mocowania.
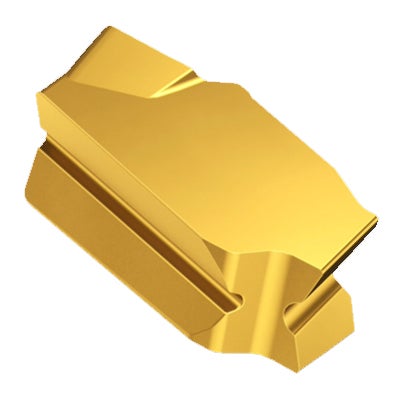
Konstrukcja płytki zoptymalizowana pod kątem stabilnej obróbki rowków czołowych
Pochylona płytka i szyny stabilizujące umieszczone w gnieździe płytki od góry, z dołu i z tyłu zdecydowanie usztywniają mocowanie płytki.

Precyzyjne podawanie chłodziwa
Lepszy przebieg odprowadzania wiórów i mniejsze ryzyko zakleszczenia się wióra w rowku, co ma kluczowe znaczenie podczas obróbki głębokich rowków czołowych. Efektywne zarówno przy niskim, jak i wysokim ciśnieniu chłodziwa.
Zastosowanie
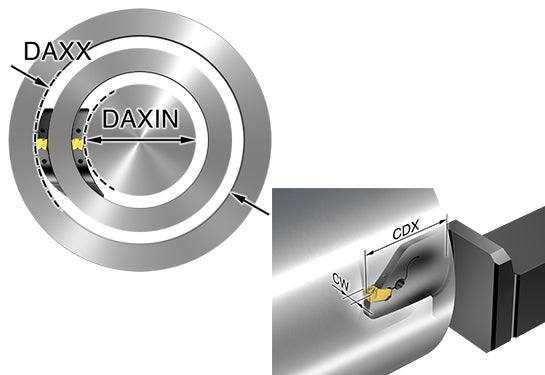
- Obróbka rowków czołowych
- Minimalna średnica pierwszego przejścia (DAXIN): 30 mm (1.18 in)
- Maksymalna głębokość skrawania (CDX): 50 mm (1.97 in)
- Minimalny promień naroża: 0.2 mm (0.008 in)
Asortyment produktów

Oprawki systemu QS™
Wielkości metryczne 25×25
Wielkości calowe 1×1

Oprawki z chwytem o przekroju prostokątnym
Wielkości metryczne 32×32
Wielkości calowe 1×1

Głowice CoroTurn® SL
Wielkość 32 i 40

Coromant Capto®
rozmiar C5, C6 i C8
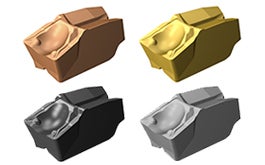
Płytki
- CW 3, 4, 6 i 8 mm (0.118, 0.157, 0.236 i 0.315 in)
- Gatunki GC1105, GC1125, GC1135, GC1145, H10F
- Geometria -TF do obróbki rowków i roztaczania na boki
- Szlifowana geometria -GF do obróbki rowków
- Geometria -RM do profilowania

Tailor Made
Możliwość zbudowania zoptymalizowanego narzędzia o głębokości skrawania i zakresie średnic dokładnie dopasowanych do wymagań danego przedmiotu.
Dobór narzędzi
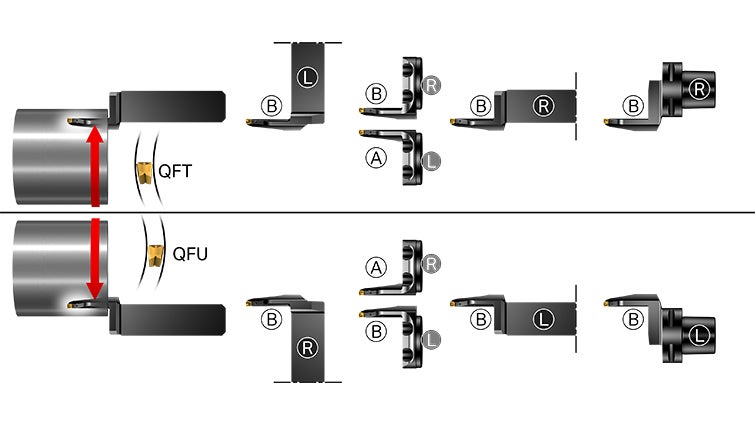
Podczas wyboru odpowiedniego narzędzia do obróbki rowków czołowych należy wziąć pod uwagę wiele czynników, takich jak kierunek obrotu wrzeciona zgodny lub przeciwny do ruchu wskazówek zegara, żebro A lub B, narzędzie w wersji prawej lub lewej. Przewodnik krok po kroku znacznie ułatwi wybór narzędzi.Sposób użytkowania
Polecamy
Demo: CoroCut® QF
Narzędzie CoroCut® QF zostało zaprojektowane specjalnie do toczenia rowków czołowych z niezawodnym i bezpiecznym przebiegiem skrawania.
Demo: Toczenie nieliniowe za pomocą CoroCut® QF
Profilowanie z użyciem nieliniowej drogi narzędzia rozkłada zużycie wzdłuż krawędzi skrawającej, aby maksymalnie zwiększyć trwałość. Metoda ta zapewnią dobrą kontrolę wiórów i ich łamanie.
Poznaj CoroCut® QF
Dowiedz się więcej o cechach, które decydują o tym, że CoroCut® QF jest narzędziem pierwszego wyboru do obróbki rowków czołowych.
Dołącz do nas. Bądź na bieżąco.
Już dziś zaprenumeruj nasz biuletyn

Sandvik Polska Sp. z o.o.
+48222922347