
CoroMill® Dura
Uniwersalne monolityczne frezy trzpieniowe
Asortyment
| Oznaczenie | ZEFF | APMX | DC (mm) | Szyjka | Rozdzielacz wiórów | RE (mm) | Fazowanie (mm) | Maks. kąt zagłębiania skośnego | Możliwość obróbki rowka całą szerokością |
| 1K212-XA/-XB | 2 | 1xD | 2-20 | - | - | - | 0.08-0.3 | 20° | 1xD |
| 1K232-XA/-XB | 2 | 2xD | 1-20 | - | - | - | 0.08-0.3 | 20° | 1.5xD |
| 1K312-XA/-XB | 3 | 1xD | 2-20 | - | - | - | 0.08-0.3 | 5° | 1.5xD |
| 1K333-XA/-XB | 3 | 2xD | 1-20 | - | - | - | 0.08-0.3 | 5° | 1xD |
| 1K324-XA/-XB | 4 | 1.5xD | 2-20 | - | - | - | 0.08-0.3 | 20° | 1.5xD |
| 1K334-XC/-XD | 4 | 2xD | 2-20 | tak | - | 0.2-4 | - | 20° | 1xD |
| 1K334-XB | 4 | 2xD | 6-20 | - | - | - | 0.13-0.3 | 20° | 1xD |
| 1K344-XD | 4 | 2.5xD | 6-20 | tak | - | - | 0.13-0.3 | 20° | 1xD |
| 1K354-XC/XD | 4 | 3xD | 2-20 | tak | tak | 0.2-4 | - | 5° | 0.25xD |
| 1K325-XA/-XB | 5 | 1.5xD | 3-20 | - | - | - | 0.08-0.3 | 10° | 1xD |
| 1K335-XC/XD | 5 | 2xD | 3-20 | tak | - | 0.2-4 | - | 10° | 0.5xD |
| 1K365-XC/XD | 5 | 3.5xD | 3-20 | tak | tak | 0.2-4 | - | 4° | - |
| 1K365-XD | 5 | 3.5xD | 6-20 | tak | tak | - | 0.13-0.3 | 4° | - |
| 1K337-XD | 7 | 2xD | 6-25 | tak | - | 0.5-4 | - | 5° | - |
| 1K357-XD | 7 | 3xD | 6-25 | tak | tak | 0.5-4 | - | 4° | - |
| 1K377-XD | 7 | 4xD | 6-25 | tak | tak | 0.5-4 | - | 3° | - |
Dobór narzędzi
Pierwszy wybór


Rozwiązanie typu „Podłącz i używaj”
1K334/1K344 (z=4, APMX=2×D)
1K324 (z=4, APMX=1.5×Dc)
Interesuje Cię lepsze dopasowanie?

Obróbka rowków wpustowych / uchwyty narzędziowe przenoszące napęd
1K212 (z=2, APMX=1×Dc)
1K232 (z=2, APMX =2×Dc)
1K313 (z=3, APMX =1×Dc)
1K333 (z=3, APMX =2×Dc)

Wysokie posuwy przy frezowaniu walcowym / małe zagłębienia
1K354 (z=4, APMX=3×Dc)
1K365 (z=5, APMX=3.5×Dc)

Średnie i duże zagłębienia / wysokie posuwy przy frezowaniu walcowym
1K325 (z=5, APMX=1.5×Dc)
1K335 (z=5, APMX=2×Dc)

Obróbka wykończeniowa/półwykończeniowa
1K337 (z=7, APMX=2×Dc)
1K357 (z=7, APMX=3×Dc)
1K377 (z=7, APMX=4×Dc)
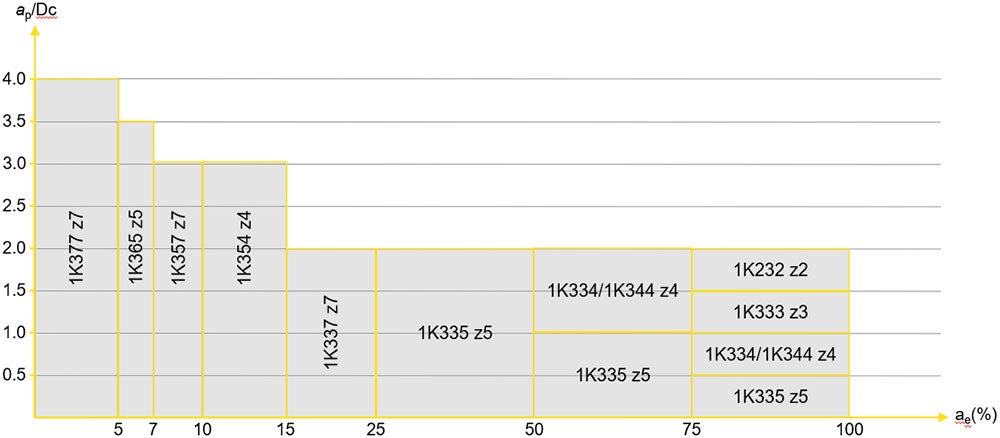
Maksymalne zagłębienie: wartości graniczne ap/ae
Zalecane parametry skrawania
Zobacz zalecenia dotyczące parametrów skrawania.
Sposób oznaczania
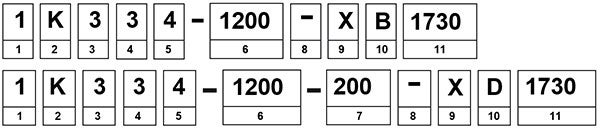
1. Seria
1: Narzędzia uniwersalne
2. Geometria czoła
K: WhisperKut
3. Kąt pochylenia linii śrubowej rowków wiórowych
2: 25° <FHA≤35°
3: 35° <FHA≤45°
4. Średnia głębokość skrawania narzędzia (APMX/DC)
1: 0.6-1.0 x DC
2: 1.1-1.5 x DC
3: 1.6-2.0 x DC
5: 2.6-3.0 x DC
6: 3.1-3.5 x DC
7: 3.6-4.0 x DC
5. Cyfra dla rozróżnienia oznaczeń
2: Dwa rowki wiórowe
3: Trzy rowki wiórowe
4: Cztery rowki wiórowe
5: Pięć rowków wiórowych
7: Siedem rowków wiórowych
6. Średnica skrawania (DC) w 1/100
np. 1200 = 12.00 mm
7. Promień naroża w 1/100
np. 200 = 2 mm
8. Chłodziwo
- Brak chłodziwa
C: Wylot chłodziwa w części walcowej
A: Wylot chłodziwa w osi
9. Główna grupa materiałów ISO
X: Różne materiały
10. Chwyt
A: Cylindryczny
B: Weldon
C: Cylindryczny z szyjką
D: Weldon z szyjką
11. Gatunek
Dołącz do nas. Bądź na bieżąco.
Już dziś zaprenumeruj nasz biuletyn

Sandvik Polska Sp. z o.o.
+48222922347