
CoroMill® Dura do aluminium
Asortyment
| Oznaczenie | ZEFF | APMX | DC mm (cale) | Szyjka | Rozdzielacz wiórów | RE mm (cale) | Maks. kąt zagłębiania skośnego | Maps. ap do obróbki rowka całą szerokością |
| 1K223-NA/-NB | 3 | 1.5×D | 2–25 (.079–.984) | - | - | - | 20° | 1.5×D |
| 1K223-NG/-NH | 3 | 1.5×D | 2–25 (.079–.984) | tak | - | 0.2–4 (.008–.158) | 7° | 0.75×D |
| 1K233-NA/-NB | 3 | 2×D | 2–25 (.079–.984) | - | - | 0.2–4 (.008–.158) | 20° | 2×D |
| 1K253-NB | 3 | 3×D | 6–25 (.236–.984) | - | - | - | 5° | 0.5×D |
Dobór narzędzi

Rozwiązanie typu „podłącz i używaj”
1K223-NA/NB
(z = 3, APMX = 1.5×D)

Wariant 2xD
1K233-NA/NB
(z=3, APMX=LU=2×D)

Większe wartości AP, małe zagłębienia
1K253-NB
(z=3, APMX=LU=3×D)

Duża długość użytkowa (LU), duże zagłębienia
1K223-NG/-NH
(z=3, APMX=1.5×D, LU=3×D)
Zalecenia dotyczące parametrów skrawania
 Zobacz zalecenia dotyczące parametrów skrawania.
Zobacz zalecenia dotyczące parametrów skrawania.Sposób oznaczania
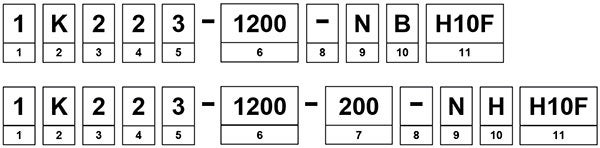
1 Seria
1: Uniwersalny
2 Geometria czoła
K: WhisperKut™
3 Kąt pochylenia linii śrubowej rowków wiórowych
2: 25°<FHA≤35°
3: 35°<FHA≤45°
4 Średnia głębokość skrawania narzędzia (APMX/DC)
1: 0.6-1.0xDC
2: 1.1-1.5xDC
3: 1.6-2.0xDC
5: 2.6-3.0xDC
6: 3.1-3.5xDC
7: 3.6-4.0xDC
5 Liczba rowków wiórowych
2: Dwa rowki wiórowe
3: Trzy rowki wiórowe
4: Cztery rowki wiórowe
5: Pięć rowków wiórowych
7: Siedem rowków wiórowych
6 Średnica skrawania (DC) w 1/100
Np. 1200 = 12.00 mm (.472 in)
7 Promień naroża w 1/100
Np. 200 = 2 mm (.079 in)
8 Chłodziwo
- Bez chłodziwa
C: Wylot chłodziwa w części walcowej
A: Wylot chłodziwa w osi
9 Grupa materiałów wg ISO
N: ISO N
X: Różne materiały
10 Chwyt
A: Cylindryczny
B: Weldon
C: Cylindryczny z szyjką
D: Weldon z szyjką
E: Cylindryczny, przedłużony
F: Weldon, przedłużony
G: Cylindryczny z szyjką, przedłużony
H: Weldon z szyjką, przedłużony
11 Gatunek
Np. 1200 = 12.00 mm (.472 in)
7 Promień naroża w 1/100
Np. 200 = 2 mm (.079 in)
8 Chłodziwo
- Bez chłodziwa
C: Wylot chłodziwa w części walcowej
A: Wylot chłodziwa w osi
9 Grupa materiałów wg ISO
N: ISO N
X: Różne materiały
10 Chwyt
A: Cylindryczny
B: Weldon
C: Cylindryczny z szyjką
D: Weldon z szyjką
E: Cylindryczny, przedłużony
F: Weldon, przedłużony
G: Cylindryczny z szyjką, przedłużony
H: Weldon z szyjką, przedłużony
11 Gatunek
Dołącz do nas. Bądź na bieżąco.
Już dziś zaprenumeruj nasz biuletyn

Sandvik Polska Sp. z o.o.
+48222922347