
CoroMill® MS60
Prawdziwa wszechstronność przy frezowaniu walcowo-czołowym i czołowym
Przegląd asortymentu
Korpusy frezów
| Korpus frezu | Ø | Podziałka | Typ mocowania | Wewnętrzne doprowadzenie chłodziwa |
| Jednostki metryczne | 50–100 mm | M - nierównomierna | Mocowanie trzpieniowe | Tak |
| Jednostki metryczne | 50–100 mm | H - nierównomierna | Mocowanie trzpieniowe | Tak |
| Jednostki imperialne | 2.00–4.00 | M - nierównomierna | Mocowanie trzpieniowe | Tak |
| Jednostki imperialne | 2.00, 3.00, 4.00 | H - nierównomierna | Mocowanie trzpieniowe | Tak |
Płytki
| Wielkość płytki | Geometria płytki | Gatunek |
| 16 (IC9.6) | M-L50 | GC1130, GC4330, GC1020, GC3330, GC1040 |
| 16 (IC9.6) | M-M40 | GC1130, GC4330, GC1020, GC3330 |
Parametry skrawania
Zalecane wartości hex
Główny obszar zastosowań
| Obszar wg ISO | hex, mm (cale) | hex, mm (cale) |
| M-L50 | M-M40 | |
| ISO P | 0.12 (0.06–0.22) .0047 (.0024–.0087) | 0.18 (0.08–0.28) .0071 (.0031–.011) |
| ISO K | 0.15 (0.06–0.25) .0059 (.0024–.0098) | 0.22 (0.08–0.33) .0087 (.0031–.013) |
Drugorzędny obszar zastosowań
| Obszar wg ISO | hex, mm (cale) | hex, mm (cale) |
| M-L50 | M-M40 | |
| ISO M | 0.10 (0.06–0.16) .0039 (.0024–.0063) | 0.12 (0.08–0.23) .0047 (.0031–.0091) |
| ISO S (na bazie niklu) | 0.10 (0.06–0.14) .0039 (.0024–.0055) | 0.12 (0.08–0.2) .0047 (.0031–.0079) |
Zalecenia dotyczące prędkości skrawania
Główny obszar zastosowań
| Obszar wg ISO | Materiał referencyjny | Gatunek | vc m/min (stopy/min) |
| ISO P | P2.1.Z.AN | GC1130 | 260 (245–270) 853 (804–886) |
| ISO P | P2.1.Z.AN | GC4330 | 280 (260–285) 919 (853–935) |
| ISO K | K2.2.C.UT | GC1020 | 205 (190–210) 673 (623–689) |
| ISO K | K2.2.C.UT | GC3330 | 230 (210–240) 755 (689–787) |
| ISO K | K2.2.C.UT | GC4330 | 215 (195–220) 705 (640–722) |
Drugorzędny obszar zastosowań
| Obszar wg ISO | Materiał referencyjny | Gatunek | vc m/min (stopy/min) |
| ISO M | M1.0.Z.AQ | GC1040 | 170 (160–175) 558 (525–574) |
| ISO M | M1.0.Z.AQ | GC1130 | 170 (160–175) 558 (525-574) |
| ISO S | S2.0.Z0AG | GC1040 | 45 (40–45) 148 (131–148) |
| ISO S | S2.0.Z0AG | GC1130 | 45 (40–45) 148 (131–148) |
Zalecenia ogólne
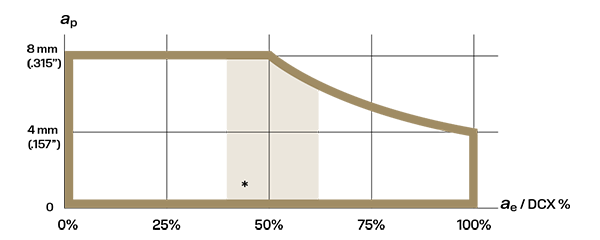
ap a ae w materiałach z grup ISO P i ISO K (główny obszar zastosowań)
ap a ae w materiałach z grup ISO M i ISO S (drugorzędny obszar zastosowań)
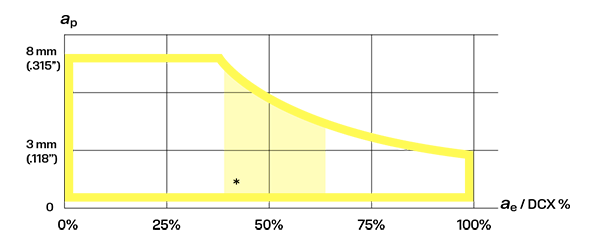
- Wartości od 33% do 66% ae / DCX będą unikane jako zalecane zasadniczo dla frezowania czołowego lub frezowania czołowego i walcowo-czołowego.
APMX = 8 mm (0.315 cala)
Zagłębianie skośne po linii prostej i śrubowej
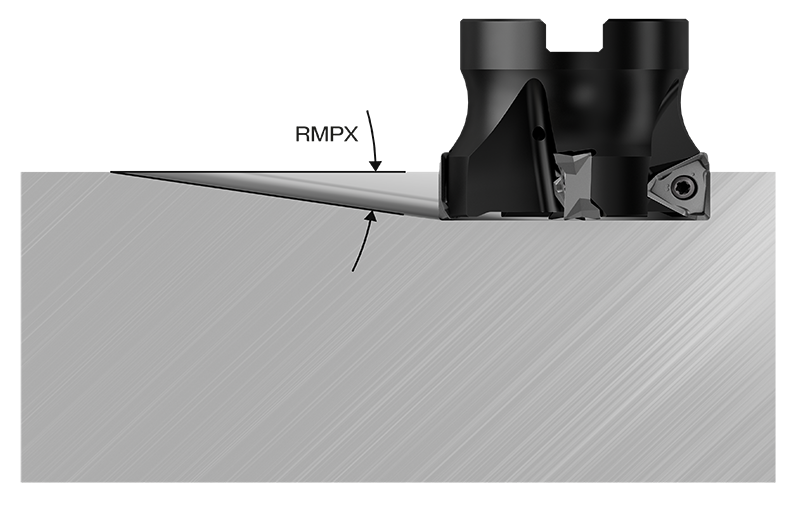
Frezowanie liniowe ze skośnym zagłębianiem
RMPX = maksymalny kąt zagłębiania skośnego
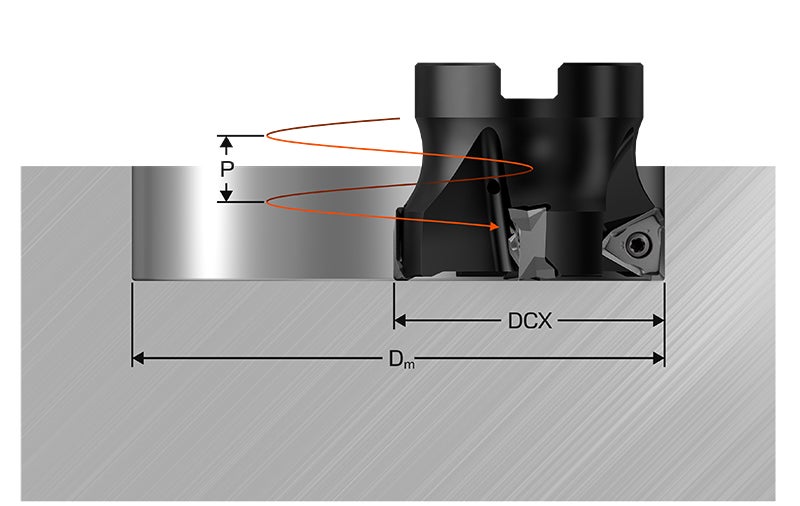
Interpolacja śrubowa
P = skok osiowy na obrót linii śrubowej
Charakterystyka zagłębiania skośnego
Maksymalnie ap na obr., mm (cale): 4 (0.157)
Promień naroża, RE, mm (cale): 0.8 (0.031)
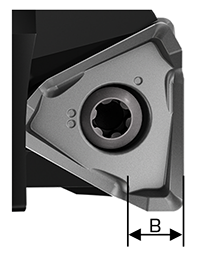
Długość pomocniczej krawędzi skrawającej płytki wiper, BS, mm (cale): 1.6 (0.063)
Maksymalne zagłębienie drugiej pomocniczej krawędzi skrawającej, B, mm (cale): 4 (0.157)
| Frezy metryczne (DCX), mm | Frezy calowe (DCX), cale | Maks. kąt zagłębiania skośnego (RMPX) | Maks. Dm (2 × DCX), mm (cale) | Płaska min. Dm 2 × (DCX-(RE+BS)), mm (cale) | Min. Dm 2 × (DCX-B), mm (cale) | P, Maks. skok/obr., mm (cale) |
| 50 | 1.6° | 100.0 (3.937) | 95.2 (3.748) | 92 (3.622) | 4 (.157) | |
| 2 | 1.6° | 101.6 (4.0) | 96.8 (3.811) | 93.6 (3.685) | 4 (.157) | |
| 63 | 1.3° | 126.0 (4.961) | 121.2 (4.772) | 118 (4.646) | 4 (.157) | |
| 2 ½ | 1.3° | 127.0 (5.0) | 122.2 (4.811) | 119 (4.685) | 4 (.157) | |
| 3 | 1.1° | 152.4 (6.0) | 147.6 (5.811) | 144.4 (5.685) | 4 (.157) | |
| 80 | 1° | 160.0 (6.299) | 155.2 (6.110) | 152 (5.984) | 4 (.157) | |
| 100 | 0.8° | 200.0 (7.874) | 195.2 (7.685) | 192 (7.559) | 4 (.157) | |
| 4 | 0.8° | 203.2 (8.0) | 198.4 (7.811) | 195.2 (7.685) | 4 (.157) |
CoroPlus® Tool Guide do CoroMill® MS60

- Aby uzyskać szybkie i dokładne zalecenia dotyczące narzędzi dostosowanych do wymagań konkretnego zastosowania, należy skorzystać z internetowej aplikacji CoroPlus® Tool Guide.
- Wybór odpowiedniego narzędzia i parametrów dla danego zastosowania, w oparciu o narzędzie, rodzaj obróbki, materiał i obrabiarkę
- Łatwość obsługi i doboru narzędzi
- Obsługuje wszystkie obszary zastosowań CoroMill® MS60
Dołącz do nas. Bądź na bieżąco.
Już dziś zaprenumeruj nasz biuletyn

Sandvik Polska Sp. z o.o.
+48222922347