
CoroMill® 490
Pierwszy wybór do frezowania walcowo-czołowego w jednym lub kilku przejściach

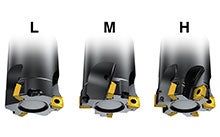
Wybrać właściwą geometrię płytki
Obróbka lekka (-L) Obróbka średnia (-M) Obróbka ciężka (-H)
Jak wybrać właściwą podziałkę?
Wybierając liczbę efektywnych ostrzy zc, najbardziej odpowiednią do zastosowania, należy wziąć pod uwagę podziałkę narzędzia, tj. odległość między poszczególnymi ostrzami.
Dowiedz się więcej

Wybrać właściwe mocowanie
Mocowanie narzędzia ma decydujący wpływ na rezultat frezowania. Im większa głębokość przejścia, tym większe znaczenie ma wielkość i stabilność mocowania, ponieważ przy frezowaniu walcowo-czołowym, zwłaszcza z użyciem frezów z długimi krawędziami, powstają duże siły promieniowe.
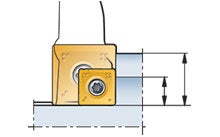
Głębokość skrawania
Wielkość płytki 08 Wielkość płytki 14

Wskazówki dotyczące zastosowań
Zalecenia
Wybór korpusu frezu
●
Trudne warunki obróbki

L
Niska stabilność i moc
Głębokie frezowanie rowków całą szerokością
Najniższe siły skrawania
◐
Średnie warunki obróbki

M
Ogólnego przeznaczenia
○
Dobre warunki obróbki

H
Materiały generujące krótki wiór
Materiały odporne na wysokie temperatury
Frezowanie krawędzi
Płytki pierwszego wyboru
| Obróbka zgrubna | M-PH 4340 | M-MM 1040 | M-PH 3330 | E-ML H13A | M-MM S40T | M-PM 1010 |
| Obróbka średnia | M-PM 4330 | E-MM 1040 | M-KM 3330 | E-ML H13A | E-MM S30T | M-PM 1010 |
| Obróbka wykończeniowa | M-PL 1130 | E-ML 1040 | M-KL 1020 | E-ML H13A | E-ML S30T | M-PL 1010 |
| P | M | K | N | S | H |
Dołącz do nas. Bądź na bieżąco.
Już dziś zaprenumeruj nasz biuletyn

Sandvik Polska Sp. z o.o.
+48222922347