
CoroMill® MH20
Frezowanie kieszeni z wysokimi posuwami
Test wydajności, ISO S
| Przedmiot obrabiany: | Wspornik skrzydła (branża lotnicza) |
| Materiał: | S4.3.Z.AN (Ti6Al4V) |
| Rodzaj obróbki: | Obróbka kieszeni |
| Obrabiarka: | Okuma M560V-Genos, CAT40 BIG-PLUS® |
Wzrost trwałości +32%
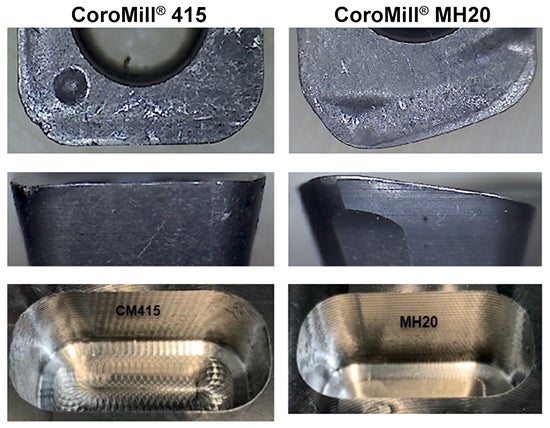
| CoroMill® 415 | CoroMill® MH20 | |
| Narzędzie | 415-016A12-05H, zn: 3 | MH20-AR016O16-06L, zn: 2 |
| Płytka | 415N-050212E-M30 S30T | M20-060320E-L30 S30T |
| Wysięg narzędzia, mm (cale) | 40 (1.575) | 40 (1.575) |
| vc, m/min (stopy/min) | 69 (226) | 69 (226) |
| n, obr./min | 1000 | 1000 |
| fz, mm/ostrze (cale/ostrze) | 0.51 (0.020) | 0.51 (0.020) |
| vf, mm/min (cale/min) | 1530 (60.2) | 1016 (40.0) |
| ap, mm (cale) | 0.8 (0.031) | 0.8 (0.031) |
| ae, mm (cale) | 16 (0.630) | 15.8 (0.622) |
| Trwałość, min | 49 | 64.5 |
Wynik:
Dzięki frezowi CoroMill® MH20 klient uzyskał wzrost trwałości narzędzia o 32% i osiągnął znacznie mniejszą chropowatość powierzchni przedmiotu. Naroże płytki CoroMill® MH20 wykazało się wyższym poziomem bezpieczeństwa krawędzi i mniejszą tendencją do popadania w drgania.
Test wydajności, ISO M
| Przedmiot obrabiany: | Element maszyny do przetwarzania żywności |
| Materiał: | M1.0.Z.AQ (AISI 304) |
| Rodzaj obróbki: | Frezowanie walcowe i czołowe |
| Obrabiarka: | DMG MORI NT4250, Coromant Capto® C6 |
Powtarzalność i wysoka niezawodność
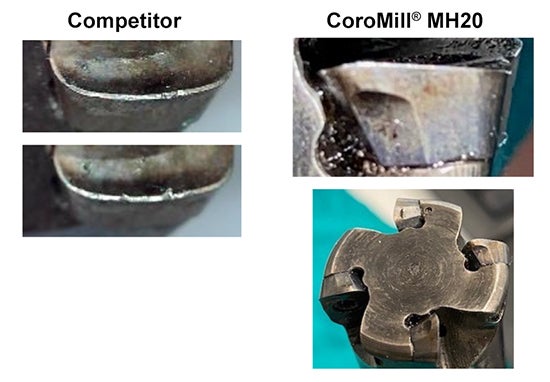
| Produkt konkurencyjny | Sandvik Coromant | |
| Narzędzie | DCX: 25 mm (1 cal), zn: 4 | MH20-025A25-06H, zn: 4 |
| Płytka | - | MH20-06 03 20E-L30 1040 |
| Wysięg narzędzia, mm (cale) | Oprawka + 70 (2.76)=160 (6.30) | Oprawka + 90 (3.54)=180 (7.09) |
| vc, m/min (stopy/min) | 120 (394) | 120 (394) |
| n, obr./min | 1530 | 1530 |
| fz, mm/ostrze (cale/ostrze) | 0.85 (0.033) | 0.85 (0.033) |
| vf, mm/min (cale/min) | 5200 (205) | 5200 (205) |
| ap, mm (cale) | 0.75 (0.030) | 0.75 (0.030) |
| ae, mm (cale) | 20 (0.787) | 20 (0.787) |
| Trwałość, min | 3 przedmioty / 49.5 min | 3 przedmioty / 49.5 min |
Wynik:
Po dokonaniu obróbki trzech przedmiotów konkurencyjna płytka wykazywała wyraźne ślady karbu i mikrowykruszeń. Płytka frezu CoroMill® MH20 była mniej zużyta, potwierdzając niezawodność krawędzi skrawającej charakteryzującej się wyższym poziomem bezpieczeństwa i jakością.
Test wydajności, ISO P
| Przedmiot obrabiany: | Oś |
| Materiał: | P2.1.Z.AN (30CrMnSiNi2A), nieutwardzana |
| Rodzaj obróbki: | Obróbka głębokich rowków i odcinanie |
| Obrabiarka: | Haitian HISION GLU16 VMC, BT50 |
+11% wzrost produktywności
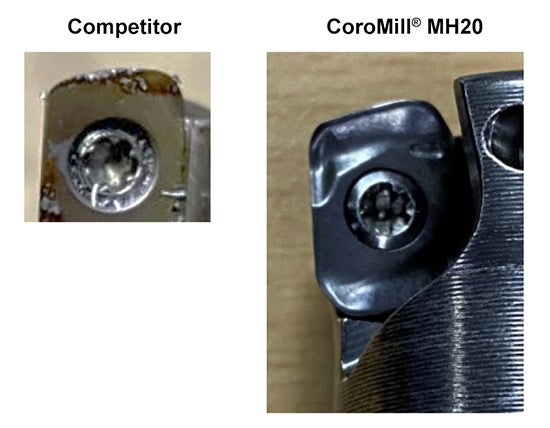
| Produkt konkurencyjny | Sandvik Coromant | |
| Narzędzie | DCX: 25 mm (1 cal), zn: 3 | MH20-R025A25-08M, zn: 3 |
| Płytka | - | MH20-08 04 25M-M50 4340 |
| Wysięg narzędzia, mm (cale) | Oprawka + 122 (4.80) | Oprawka + 110 (4.33) |
| vc, m/min (stopy/min) | 142 (466) | 142 (466) |
| n, obr./min | 1800 | 1800 |
| fz, mm (cale) | 0.426 (0.017) | 0.481 (0.019) |
| vf, mm/min (cale/min) | 2300 (90.6) | 2600 (102) |
| ap, mm (cale) | 0.5 (0.020) | 0.5 (0.020) |
| ae, mm (cale) | 25 (0.984) | 25 (0.984) |
| Trwałość, min | 1 przedmiot / 348 min | 1 przedmiot / 308 min |
Wynik:
Frez CoroMill® MH20 był w stanie zwiększyć produktywność o 11% i wykazał przy tym mniejsze zużycie niż produkt konkurencyjny, dowodząc przy tym swojego bezpieczeństwa i niezawodności.
Test wydajności, Inconel
| Sektor przemysłu: | Przemysł lotniczy |
| Przedmiot obrabiany: | Przedmiot do demonstracji: |
| Materiał: | S2.0.Z.AG (Starzony Inconel 718 HRC 44) |
| Rodzaj obróbki: | Zgrubne frezowanie czołowe |
| Obrabiarka: | DMG MORI, Coromant Capto® C10, konfiguracja 5-osiowa VMC |
| Chłodziwo: | Podawane przez narzędzie (emulsja) |
Wzrost trwałości +33%
Droga narzędzia wygenerowana przez Siemens NX - Frezowanie adaptacyjne.
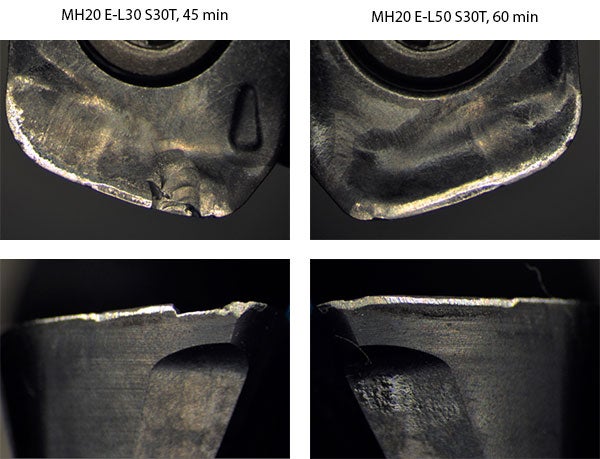
| Narzędzie | Oprawka: CoroChuck® 930-HD Narzędzie: MH20-R016A16-06L Płytka: MH20-060320E-L50/L30 TS S30T |
| vc, m/min | 30 |
| fz, mm | 0.4 |
| hex, mm | 0.1 |
| vf, mm/min | 478 |
| ae, mm | 7 |
| ap, mm | 0.6 |
| Wysięg narzędzia, mm | 48 (3×DC) |
| Czas maszynowy, min | 60 (E-L50), 45 (E-L30) |
| Wydajność skrawania (Q), cm3/min | 1.92 |
Wynik:
W porównaniu z E-L30, geometria E-L50 wykazuje się większym bezpieczeństwem krawędzi podczas obróbki Inconelu 718 i powinna być zalecana w pierwszej kolejności.
Dołącz do nas. Bądź na bieżąco.
Już dziś zaprenumeruj nasz biuletyn

Sandvik Polska Sp. z o.o.
+48222922347