
CoroMill® MH20
Frezowanie kieszeni z wysokimi posuwami
Instrukcje
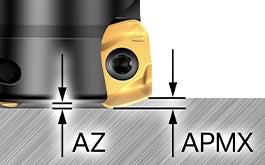
Maksymalna głębokość skrawania (APMX)
Maksymalne głębokości skrawania to:
IC06: 0.8 mm (0.031 cala)
IC08: 1.3 mm (0.051 cala)
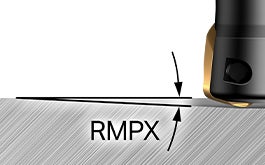
Kąt zagłębiania skośnego (RMPX)
Kąty zagłębiania skośnego to:
IC06: 3.6°–10.1°
IC08: 1.7°–10.7°

Promień programowany (REEQ)
Promienie programowane to:
IC06: 2.0 mm (0.079 cala)
IC08: 2.5 mm (0.098 cala)
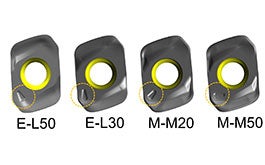
Oznaczenia geometrii
Płytki mają wyraźne oznaczenia umożliwiające odróżnienie wersji od siebie.
Wskazówki dotyczące zastosowań
Trzy aspekty kluczowe dla powodzenia zagłębiania skośnego
Zagłębianie skośne jest efektywnym sposobem podejścia do obrabianego przedmiotu podczas obróbki kieszeni. Istnieją trzy podstawowe wymagania, które muszą zostać dokładnie spełnione, aby zagłębianie skośne zakończyło się sukcesem.
Zagłębianie
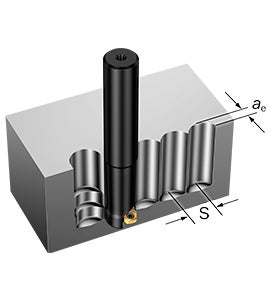
Podczas frezowania wgłębnego należy stosować bardzo gęstą podziałkę, aby zapewnić zagłębienie wielu ostrzy. Poznaj ważne wskazówki dotyczące frezowania wgłębnego, które zapewnią sukces tego rodzaju obróbki.
Zalecenia
Oznaczenia
Korpus frezu
| M | H | 2 | 0 | - | (A) | R | 0 | 2 | 5 | A | 2 | 5 | - | 0 | 6 | M |
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | ||||||
- Frezowanie
- Wysoki posuw
- Rodzina produktów = 2
- Wersja = 0
- Frezy calowe
- R = Prawa
- DCX
- Typy złączy
A/O = Cylindryczny (metryczne/calowe)
Q/R = Trzpieniowe (metryczne/calowe)
EH = Adapter EH
- Wielkość złącza
- Wielkość płytki
- Podziałka: L/M/H
Płytka
| M | H | 2 | 0 | - | 0 | 8 | 0 | 4 | 2 | 5 | M | - | M | 2 | 0 | 1 | 1 | 3 | 0 | |
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | |||||||||||
- Frezowanie
- Wysoki posuw
- Rodzina produktów = 2
- Wersja = 0
- Wielkość płytki
- Grubość
- Promień programowany
- Jakość krawędzi
E: Obwodowo szlifowana
M: Prasowana (bezpośrednio)
- Geometria
- Gatunek
Geometrie
 |  |  |  |
| E-L30 | E-L50 | M-M20 | M-M50 |
| Obwodowo szlifowana geometria | Obwodowo szlifowana geometria | Bezpośrednio prasowana geometria | Bezpośrednio prasowana geometria |
| ISO S i M | ISO S i M | ISO P i H | ISO P |
|
|
|
|
Zalecania dotyczące posuwu
| Obszar wg ISO | Gatunek | Wielkość płytki | Geometria | fz, wartość początkowa (min.-maks.) | |
| mm/ostrze | cal/ostrze | ||||
| ISO S (TiAl6V4) | S30T, S40T, GC2040 | IC06 | E-L30 | 0.3 (0.1–0.6) | .012 (.004–.024) |
| IC08 | E-L30 | 0.45 (0.1–0.6) | .018 (.004–.024) | ||
| IC06 | E-L50 | 0.35 (0.1–0.6) | .014 (.006-.024) | ||
| IC08 | E-L50 | 0.5 (0.1–0.6) | .020 (.006-.024) | ||
| ISO S (Inconel) | S30T, S40T, GC2040 | IC06 | E-L50 | 0.35 (0.1–0.6) | .014 (.006-.024) |
| IC08 | E-L50 | 0.5 (0.1–0.6) | .020 (.006-.024) | ||
| ISO M (316L) | GC1040, GC2040, S30T, S40T | IC06 | E-L30 | 0.3 (0.2–0.8) | .012 (.008–.031) |
| IC08 | E-L30 | 0.45 (0.2–0.8) | .018 (.008–.031) | ||
| IC06 | E-L50 | 0.35 (0.2–0.8) | .014 (.008-.032) | ||
| IC08 | E-L50 | 0.5 (0.2–0.8) | .020 (.008-.032) | ||
| ISO P | GC1130, GC4340 | IC06 | M-M20 | 0.6 (0.2–0.8) | .024 (.008–.031) |
| IC08 | M-M20 | 0.7 (0.2–1.0) | .028 (.008–.039) | ||
| IC06 | M-M50 | 0.8 (0.45–1.0) | .031 (.018–.039) | ||
| IC08 | M-M50 | 1.0 (0.45–1.3) | .039 (.018–.051) | ||
| ISO H | GC1010, GC1130 | IC06 | M-M20 | 0.45 (0.15–0.6) | .018 (.006–.024) |
| IC08 | M-M20 | 0.55 (0.1–0.8) | .022 (.039–.031) | ||
Zalecane wartości prędkości skrawania
| Obszar wg ISO | Gatunek | vc, (min. – maks) | |
| m/min | stopy/min | ||
| ISO S (TiAl6V4) | S30T | 75–115 | 246–377 |
| S40T | 75–100 | 246–328 | |
| GC2040 | 31–40 | 102–131 | |
| ISO S (Inconel) | S30T | 40–60 | 131–197 |
| S40T | 40–60 | 131–197 | |
| GC2040 | 40–60 | 131–197 | |
| ISO M (316L) | GC1040 | 115–180 | 377–591 |
| GC2040 | 160–225 | 525–738 | |
| S30T | 155–250 | 509–820 | |
| S40T | 165–235 | 541–771 | |
| ISO P | GC1130 | 150–265 | 492–869 |
| GC4340 | 150–265 | 492–869 | |
| ISO H | GC1010 | 75–115 | 246–377 |
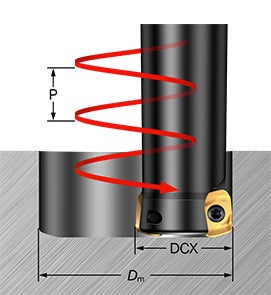
Interpolacja śrubowa
| Frezy metryczne (DCX) | Frezy calowe (DCX) | Płytki IC06 | Płytki IC08 | ||||||
| Maks. ap 0.8 mm (.031 cala) | Maks. ap 1.3 mm (.051 cala) | ||||||||
| Maks. kąt zagłębiania skośnego (RMPX) | Maks. Dm | Płaska min. Dm | Min Dm | Maks. kąt zagłębiania skośnego (RMPX) | Maks. Dm | Płaska min. Dm | Min Dm | ||
| 5/8 | 10.1° | 31.8 | 23.4 | 22.4 | |||||
| 16 | 9.5° | 32.0 | 23.6 | 22.6 | |||||
| 3/4 | 6.5° | 38.2 | 29.8 | 28.8 | 10.7° | 38.2 | 27.6 | 26.1 | |
| 20 | 5.8° | 40.0 | 31.6 | 30.6 | 9.6° | 40.0 | 29.4 | 27.9 | |
| 25 | 3.7° | 50.0 | 41.6 | 40.6 | 5.7° | 50.0 | 39.4 | 37.9 | |
| 1 | 3.6° | 50.8 | 42.4 | 41.4 | 5.5° | 50.8 | 40.2 | 38.7 | |
| 11⁄4 | 3.6° | 63.6 | 53.0 | 51.5 | |||||
| 32 | 3.6° | 64.0 | 53.4 | 51.9 | |||||
| 11⁄2 | 2.7° | 76.2 | 65.6 | 64.1 | |||||
| 40 | 2.5° | 80.0 | 69.4 | 67.9 | |||||
| 44 | 2.3° | 88.0 | 77.4 | 75.9 | |||||
| 50 | 1.7° | 100.0 | 89.4 | 87.9 | |||||
| 2 | 1.7° | 101.6 | 91.0 | 89.5 | |||||
| 52 | 1.6° | 104 | 93.4 | 91.9 | |||||
| 54 | 1.5° | 108 | 97.4 | 95.9 | |||||
| 63 | 1.1° | 126 | 115.4 | 113.9 | |||||
| 21⁄2 | 1.1° | 127 | 116.4 | 114.9 | |||||
| 66 | 1.0° | 132 | 121.4 | 119.9 | |||||
Frezowanie wgłębne
Wysięg L ≤ 3×D
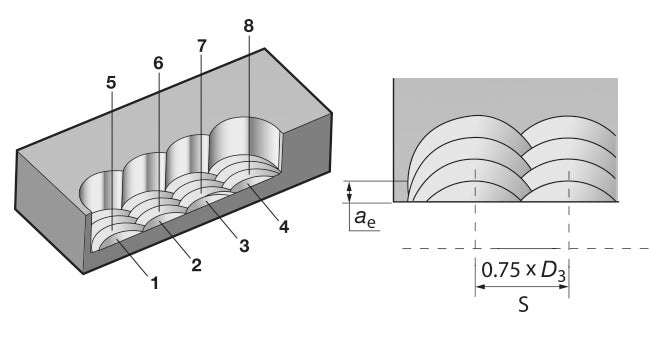
Uwaga! S musi wynosić ≤ 20 mm
| IC | Maks. ae, mm (cale) | Posuw, mm/ostrze (cale/ostrze) |
| 06 | 4 (0.157) | 0.10 (0.05–0.15) (0.004 (0.002–0.006)) |
| 08 | 5.5 (0.217) | 0.12 (0.05–0.15) (0.005 (0.002–0.006)) |
Wysięg L ≥ 3×D
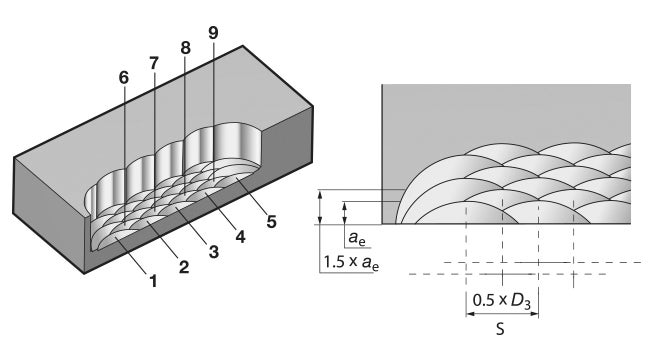
Uwaga! S musi wynosić ≤ 20 mm
| IC | Maks. ae, mm (cale) | Posuw, mm/ostrze (cale/ostrze) |
| 06 | 4 (0.157) | 0.08 (0.05–0.15) (0.003 (0.002–0.006)) |
| 08 | 5.5 (0.217) | 0.1 (0.05–0.15) (0.004 (0.002–0.006)) |
Dołącz do nas. Bądź na bieżąco.
Już dziś zaprenumeruj nasz biuletyn

Sandvik Polska Sp. z o.o.
+48222922347