

CoroMill® 365 to podstawowe narzędzie do zgrubnego i półwykończeniowego frezowania czołowego przedmiotów z żeliwa i stali. Frez ten zaleca się używać przy produkcji dużych partii, w zastosowaniach, w których kluczowe znaczenie ma duża objętościowa wydajność skrawania.
Zalety
- Płytki przystosowane do obróbki z głębokością AP do 6 mm (0.236 in)
- Wyjątkowa konstrukcja płytki z ośmioma efektywnymi krawędziami skrawającymi zapewnia dużą produktywność obróbki i niski koszt wykonania pojedynczego wyrobu
- Wieloostrzowe płytki samopozycjonujące się zapewniają stabilny i niezawodny przebieg obróbki
- Dzięki gęstszemu osadzeniu płytek w korpusie frezu, można stosować wyższe prędkości posuwu, co sprzyja poprawie ekonomiki produkcji
Cechy
- Złącze Coromant Capto® lub mocowanie trzpieniowe
- Modele z wewnętrznym doprowadzeniem chłodziwa
- Dostępne prawe i lewe wersje płytek
- Oznaczenie laserowe geometrii i gatunku ułatwia identyfikację płytek
- Lepsza jakość wykończenia powierzchni dzięki płytkom wiper
Zastosowania
- Frez czołowy dedykowany do obróbki materiałów z grupy ISO K, zapewniający dobre rezultaty skrawania także w przypadku materiałów z grup ISO P i ISO H
- Zakres średnic: 40–250 mm (1.50–10.0 in), 160–500 mm (12.0–18.0 in) w wersji z mocowanie klinowym
Obszar zastosowań wg ISO



Nowości
Frezów CoroMill® 365 można teraz używać z płytkami w nowym gatunku do frezowania stali: GC4330 w technologii Inveio®, która zwiększa trwałość ostrzy narzędzia i niezawodność przebiegu procesu obróbki.

Zalecenia
Wielkość płytki
Głębokość skrawania do 6 mm (0.236 in).
Technologia wiper zapewnia lepszą jakość obrabianej powierzchni
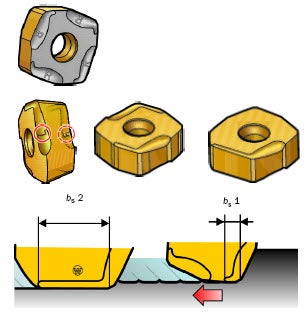
Do obróbki wykończeniowej dostępne są dwie opcjonalne płytki wiper w wersji neutralnej.
- Płytki wiper z pomocniczą krawędzią skrawającą długości 4 mm (0.157 in) posiadają dwie prawe i dwie lewe krawędzie.
- Płytki wiper z pomocniczą krawędzią skrawającą długości 8 mm (0.315 in) posiadają jedną prawą i jedną lewą krawędź.
Dla uzyskania bardzo gładkich powierzchni ważne jest, by wartość posuwu na obrót (fn = fz x zn) była mniejsza niż 80% długości pomocnicznej krawędzi skrawającej (bs 2). Oczywiście, im większa średnica frezu, tym większy posuw fn, co z kolei wymusza stosowanie większej wartości bs.

Mocowanie płytek
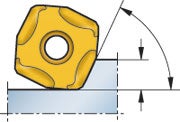
Konstrukcja narzędzia zapewnia odpowiednią powierzchnię podparcia i optymalny rozkład składowych siły skrawania.

Te same płytki można mocować w korpusach z mocowaniem klinowym i mocowaniem śrubą.
Mocowanie klinowe
- We frezach o większej średnicy i gęstszych podziałkach płytki są osadzone gęściej
- Wersja Cap (kołpakowa) w zakresie średnic 250-500 mm (5.00–20.0 in) produkowana jest na indywidualne zamówienie
- Do frezowania materiałów o krótkim wiórze, niewymagających dużych kieszeni wiórowych
- Bardzo sztywny docisk płytek
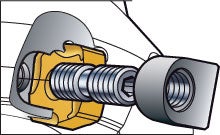
Mocowanie śrubą
- Frezy o mniejszych średnicach.
- Przede wszystkim do frezowania materiałów z grupy ISO P.
Asortyment produktów
Standardowy asortyment
| Średnica | System mocowania | APMX |
| 40-60 mm | Coromant Capto® | 6.0 mm |
| 50-250 mm | Mocowanie trzpieniowe | 6.0 mm |
| 80-160 mm | Mocowanie trzpieniowe CIS | 6.0 mm |
| 1.5-2.5 in | Coromant Capto® | 0.236 in |
| 2.0-10 in | Mocowanie trzpieniowe | 0.236 in |
CoroMill® 345
CoroMill 345 to ekonomiczny frez czołowy zapewniający wysoką produktywność dzięki... chevron_right
CoroMill® 210
CoroMill 210 to niezwykle produktywne narzędzie do frezowania zgrubnego w zastosowaniach,... chevron_right
CoroMill® 490
CoroMill 490 to frez z kątem przystawienia 90 stopni, nie pozostawiający śladów... chevron_right
CoroMill® 390
Rodzina CoroMill 390 ma szeroki zakres zastosowań dzięki, wszechstronnemu asortymentowi... chevron_right
