
CoroDrill® 863
Bardzo wydajne wiertła do materiałów kompozytowych, w tym materiałów wzmacnianych włóknem węglowym (CFRP) i materiałów na matrycy metalowej

Narzędzia wiertarskie do materiałów kompozytowych i materiałów układanych warstwowo z metalem
Łatwość wiercenia w różnych materiałach wzmacnianych włóknem węglowym (CFRP) i kompozytach układanych warstwowo z metalem. Wiertła te sprawdzają się znakomicie niezależnie od tego, czy materiałem jest aluminium, materiał kompozytowy, tytan czy stal nierdzewna.

Doskonała jakość wykończenia otworu
Geometrie generujące małe siły posuwowe i duży osiowy kąt natarcia ograniczają ryzyko rozwarstwiania się materiału i powstawania zadzioru przy wyjściu narzędzia z otworu, co daje w efekcie doskonałą jakość wykończenia otworu.

Idealne do wiercenia w ramach kadłuba
Fantastyczna trwałość narzędzia podczas wiercenia kompozytów i materiałów układanych warstwowo z metalem, używanych w branży lotniczej do produkcji ram, przedziałów w skrzydłach, kadłubów, stateczników (pionowych i poziomych elementów w tylnej części samolotu), belek podłogowych, klap itd.
Obszar zastosowań
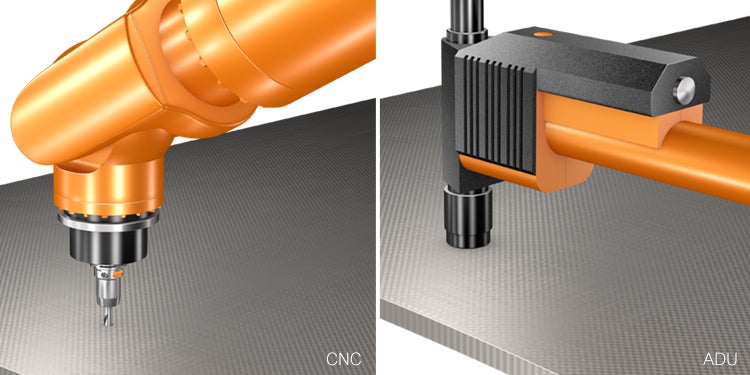
Zastosowanie w obrabiarkach CNC i robotach przemysłowych
- Maszyny pneumatyczne i elektryczne
- Dostępne opcje węglika z pokryciem CVD, PCD i niepokrywane
- Rodzaje materiałów: materiały kompozytowe, aluminium, tytan, superstopy żaroodporne i stal nierdzewna
Zastosowanie w Advanced Drilling Unit (ADU)
- Maszyny pneumatyczne lub elektryczne
- Dostępne opcje węglika z pokryciem CVD, PCD i niepokrywane
- Rodzaje materiałów: materiały kompozytowe, aluminium, tytan, superstopy żaroodporne i stal nierdzewna
Wersje produktów

863-A1-O
863-A1-O do materiałów kompozytowych, takich jak tworzywo wzmocnione przez włókna węglowe, włókna szklane i inne materiały w matrycy włókienno-żywicznej.
- Zastosowania w obrabiarkach CNC, robotach i ADU CC
- Standardowy zakres średnic 3–9.5 mm
- Głębokość wiercenia 3–10 × średnica wiertła
- Chłodziwo podawane zewnętrznie
- Tolerancja wymiaru średnicy chwytu H7
- Tolerancja wywierconych otworów H7–H8

863-A1-N
863-A1-N do stopów aluminium używanych w branży lotniczej, takich jak 2024, 6065 i stopy aluminiowo-litowe.
- Zastosowania w obrabiarkach CNC, robotach i ADU CC
- Standardowy zakres średnic 3–11.1 mm
- Głębokość wiercenia 3–10 × średnica wiertła
- Wewnętrzne doprowadzanie chłodziwa
- Tolerancja wymiaru średnicy chwytu H7
- Tolerancja wywierconych otworów H7–H8

863-A1-OS
863-A1-OS do kompozytów układanych warstwowo z metalem.
Połączenia warstwowe mogą obejmować kompozyty polimerowe wzmacniane włóknem węglowym (CFRP) i tytan lub CFRP, aluminium i tytan.
- Zastosowania w obrabiarkach CNC, robotach i ADU CC
- Standardowy zakres średnic 3–11.1 mm
- Głębokość wiercenia 3–10 × średnica wiertła
- Wewnętrzne doprowadzanie chłodziwa
- Tolerancja wymiaru średnicy chwytu H7
- Tolerancja wywierconych otworów H7–H8

863-B1-OS
863-B1-OS do kompozytów układanych warstwowo z metalem.
Połączenia warstwowe mogą obejmować CFRP i tytan lub CFRP, aluminium i tytan.
- Rozwiązania ćwierćobrotowe ADU
- Standardowy zakres średnic 3–11.1 mm
- Głębokość wiercenia 3–10 × średnica wiertła
- Wewnętrzne doprowadzanie chłodziwa
- Tolerancja wymiaru średnicy chwytu H7
- Tolerancja wywierconych otworów H7–H8

863-B1-MS
863-B1-MS do kompozytów układanych warstwowo z metalem, używanych w produkcji ram kadłuba.
Połączenia warstwowe mogą obejmować stal nierdzewną i tytan; CFRP, aluminium i tytan; lub aluminium i tytan.
- Rozwiązania ćwierćobrotowe ADU
- Standardowy zakres średnic 3–11.1 mm
- Głębokość wiercenia 3–10 × średnica wiertła
- Wewnętrzne doprowadzanie chłodziwa
- Tolerancja wymiaru średnicy chwytu H7
- Tolerancja wywierconych otworów H7–H8
Polecamy
Dołącz do nas. Bądź na bieżąco.
Już dziś zaprenumeruj nasz biuletyn

Sandvik Polska Sp. z o.o.
+48222922347