
CoroDrill® 880
Wiertła na płytki wymienne
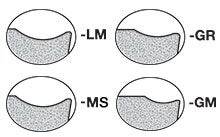
Wybór geometrii płytki
-LM - Wszechstronny łamacz wiórów
- Niskie siły skrawania
- Pierwszy wybór do stali niskowęglowej
- Niskie i średnie posuwy
-GR
- Pierwszy wybór do stali stopowej i materiałów z grupy ISO-K
- Średnie i wysokie posuwy
-MS
- Pierwszy wybór do materiałów z grupy ISO-M i ISO-N
- Ostre krawędzie i niskie siły skrawania.
-GM
- Niskie siły skrawania
- Niskie i średnie posuwy

Wybór gatunku
4334
- Pierwszy wybór do materiałów z grup ISO-P i K w normalnych warunkach
- Wybór uzupełniający w stabilnych zastosowaniach do materiałów z grupy ISO-M
4324
- Odporny na zużycie wybór do materiałów z grup ISO-P i K
4344
- Bezpieczny gatunek do obróbki wszelkiego rodzaju materiałów.
2044
- Pierwszy wybór do materiałów z grupy ISO-M
- Uzupełniający do materiałów z grupy ISO-S
N124
- Z pokryciem diamentowym
- Pierwszy wybór do materiałów z grupy ISO-N
H13A
-Gatunek bez pokrycia

Porady dotyczące konserwacji narzędzi
Dla pewnego osadzenia płytki zaleca się zastosowanie klucza dynamometrycznego i smaru Molykote. Należy regularnie wymieniać śruby mocujące płytki i sprawdzać, czy gniazdo płytki jest czyste i wolne od cząstek, które mogłyby zablokować płytkę i spowodować jej nieprawidłowe ustawienie.

Rozwiązywanie problemów
Zalecenia dotyczące rozwiązywania problemów znajdują się na naszym portalu Baza Wiedzy.
Kliknij tutaj
Poradnik obróbki

Wykonanie otworu dobrej jakości
Wykonanie otworu dobrej jakości może wymagać szczególnej uwagi. Tutaj można znaleźć kilka użytecznych wskazówek dotyczących przygotowania do rozpoczęcia obróbki.

Zaawansowana obróbka
Zaawansowane operacje takie jak obróbka pochylonych lub zakrzywionych wlotów otworów, otworów krzyżujących się i nieregularnych powierzchni wymagają szczególnego przygotowania do wykonywania obróbki. Zebraliśmy użyteczne informacje mogące ułatwić pracę przy tego typu zadaniach.
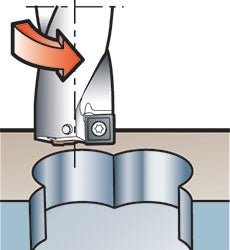
Szybka obróbka wgłębienia metodą wiercenia niepełnych otworów
Najszybszym sposobem otwarcia wybrania jest zastosowanie metody wiercenia niepełnych otworów. Metoda ta polega na wierceniu otworów z maksymalnym stopniem nakładania się sąsiadujących otworów wynoszącym 70%.
Aplikacje ułatwiające pracę



Zalecenia
Kombinacja geometrii i gatunku płytek
| Pierwszy wybór | Rozwiązanie uzupełniające | ||||
| Płytka centralna | Płytka zewnętrzna | Płytka centralna | Płytka zewnętrzna | ||
| Stal niskowęglowa | P | -LM 1044 | -LM 4334 | -LM 1044 | -LM 4324 -LM 4344 |
| Stal niskostopowa | P | -GR 1044 | -GR 4334 | -GR 1044 | -GR 4324 -GR 4344 |
| Stal nierdzewna | M | -LM 1144 | -MS 2044 | -LM 1044 | -LM 4344 |
| Żeliwo | K | -GR 1044 | -GR 4334 | -GR 1044 | -GR 4324 -GR 4344 |
| Metale nieżelazne | N | -LM N134 | -MS N124 | -LM H13A | -LM H13A |
| HRSA | S | -LM 1044 | -LM 4344 | -LM 1144 -LM H13A |
-MS 2044 -LM H13A |
| Stale hartowane | H | -GM 1044 | -GM 4344 | -GR 1044 | -GR 4344 |
Nowości

Otwory wysokiej jakości w jednym kroku
CoroDrill 880 to wiertło z mocnym korpusem, z wieloostrzową płytką centralną i zewnętrzną, wykorzystujące unikatową geometrię Step Technology™ doskonale równoważącą siły skrawania.

W jaki sposób wiertło CoroDrill® 880 pomogło firmie Valmet
Dowiedz się dlaczego firma Valmet z zadowoleniem przyjęła ofertę wykonania testów roboczych nowo opracowanej wersji wiertła CoroDrill® 880™, która dzięki wprowadzonym w niej ulepszeniom, mogła potencjalnie rozwiązać problemy, których doświadczyła ta firma.
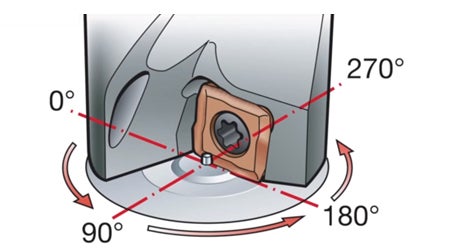
Ograniczenie bicia wiertła w obróbce tokarskiej
Obejrzyj film, aby dowiedzieć się od naszych ekspertów w dziedzinie wiercenia otworów, w jaki sposób zapewnić dobre ustawienie w zastosowaniach tokarskich.
Dołącz do nas. Bądź na bieżąco.
Już dziś zaprenumeruj nasz biuletyn

Sandvik Polska Sp. z o.o.
+48222922347