
CoroBore® BR30
Trzyostrzowe narzędzia do wytaczania zgrubnego zapewniające maksymalną produktywność
Instrukcje

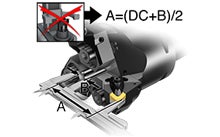
Regulacja średnicy
W razie braku przyrządu do ustawiania narzędzi, wyregulować średnicę CoroBore mierząc odległość między sworzniem a ostrzem płytki i odejmując od wyniku połowę średnicy sworznia. Pomnożyć przez dwa, aby otrzymać rzeczywistą średnicę skrawania.

Moment obrotowy
Zawsze należy korzystać z klucza dynamometrycznego i dokręcać śruby płytek oraz zespołów narzędzi zalecanym momentem.

Laserowo oznaczana skala
Laserowo oznaczana skala na adapterze ułatwia ustawienie średnicy.




Wskazówki dotyczące zastosowań

Otwór nieprzelotowy
Przy obróbce otworu nieprzelotowego bardzo ważną sprawą jest zadbanie o odpowiednie odprowadzanie wiórów.
Prawidłowe parametry skrawania są niezbędne do uzyskania prawidłowego formowania wiórów
Sprawdzić, czy wióry nie zakleszczają się w płytce lub jej nadmiernie nie zużywają
Ciśnienie i wydatek chłodziwa powinny być wystarczające, by odprowadzać wióry
Obrabiarki pionowe są bardziej problematyczne niż obrabiarki poziome, jeśli chodzi o wydajne odprowadzanie wiórów
Skrawanie przerywane
Skrawanie przerywane (np. obróbka otworów przecinających się) stanowi spore wyzwanie ze względu na warunki skrawania.
Należy wybrać udarny gatunek
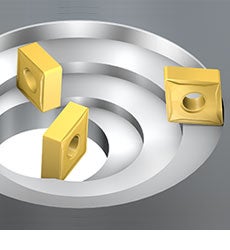
Zastosować mocną, ujemną płytkę kwadratową o kształcie podstawowym, sprzyjającą zwiększeniu bezpieczeństwa obróbki, odpowiednią do pracy w stabilnych warunkach
Zmniejszyć parametry skrawania, jeśli występują znaczne przerwy
Otwory niewspółosiowe
Jeśli osie otworu wstępnego i narzędzia wytaczarskiego nie leżą w jednej linii, głębokość skrawania z jednej strony otworu może być bardzo duża.
Dobrym rozwiązaniem w takiej sytuacji jest wytaczanie stopniowe, pozwalające na obróbkę z dużą głębokością skrawania. Niesymetrycznie rozłożone siły skrawania prowadzą do ugięcia narzędzia i powstawania odchyleń osi lub drgań, szczególnie przy obróbce za pomocą zespołów narzędzi na długich wysięgach.

Wtrącenia
Wtrącenia w przedmiotach odlewanych przyspieszają zużycie płytek.
Zalecenia:
• Wybrać udarny gatunek
• Zmniejszyć parametry skrawania
• Zastosować mocną ujemną płytkę kwadratową o kształcie podstawowym, sprzyjającą zwiększeniu bezpieczeństwa obróbki i ograniczeniu zużycia.
Zalecenia
Parametry skrawania
Ogólne zalecenia dla wytaczania zgrubnego:
- Parametry początkowe: vc 200 m/min (obowiązuje jeśli vc na pudełku płytki jest większe niż vc 200 m/min) na krótkim wysięgu. Należy sprawdzić zalecenia dotyczące posuwu i głębokości skrawania podane na etykiecie opakowania płytki
- vc = 50% zalecanej wartości na etykiecie. Jeśli wystąpią drgania, należy obniżyć prędkość i zwiększyć posuw. Nie stosować maks. zalecanych wartości posuwu i głębokości skrawania ap jednocześnie
Ograniczenia związane z obrabiarką:
Zawsze należy upewnić się, że obrabiarka dysponuje wystarczającym momentem i mocą do wykonania wytaczania danego typu.
Parametry skrawania: CoroBore® 111
| Oznaczenie | Gatunek | Zakres posuwu (fn) | Głębokość skrawania (ap) | Prędkość skrawania (vc) | ||||||
| Min. | Maks. | Zalecane | Min. | Maks. | Zalecane | Min. | Maks. | Zalecane | ||
| SPMT0606-BR | 4325 | 0.10 | 0.25 | 0.20 | 0.6 | 4.5 | 2.0 | 365 | 460 | 395 |
| SPMT0606-BM | 2025 | 0.10 | 0.15 | 0.10 | 0.6 | 4.5 | 1.8 | 260 | 265 | 265 |
| SPMT0606-BR | 3210 | 0.15 | 0.30 | 0.25 | 0.6 | 4.5 | 2.0 | 285 | 330 | 300 |
| SPMT0606-BM | 1145 | 0.10 | 0.15 | 0.10 | 0.6 | 4.5 | 1.8 | 15 | 20 | 20 |
| SPMT0808-BR | 4325 | 0.15 | 0.35 | 0.20 | 0.8 | 6.5 | 2.5 | 325 | 425 | 395 |
| SPMT0808-BM | 2025 | 0.10 | 0.25 | 0.20 | 0.8 | 6.5 | 2.2 | 225 | 265 | 240 |
| SPMT0808-BR | 3210 | 0.20 | 0.50 | 0.30 | 0.8 | 6.5 | 2.5 | 235 | 315 | 285 |
| SPMT0808-BM | 1145 | 0.10 | 0.15 | 0.10 | 0.8 | 6.5 | 2.2 | 15 | 20 | 20 |
| SPMT1212-BR | 4325 | 0.15 | 0.40 | 0.25 | 1.2 | 9.0 | 3.0 | 305 | 425 | 365 |
| SPMT1210-BM | 2025 | 0.10 | 0.30 | 0.20 | 1.0 | 9.0 | 2.5 | 205 | 265 | 240 |
| SPMT1212-BR | 3210 | 0.20 | 0.50 | 0.30 | 1.2 | 9.0 | 3.0 | 235 | 315 | 285 |
| SPMT1210-BM | 1145 | 0.10 | 0.20 | 0.15 | 1.0 | 9.0 | 2.5 | 10 | 20 | 15 |
| SPMT1812-BR | 4325 | 0.20 | 0.40 | 0.30 | 1.2 | 1.0 | 3.8 | 305 | 395 | 345 |
| SPMT1810-BM | 2025 | 0.20 | 0.30 | 0.25 | 1.0 | 12.0 | 3.0 | 205 | 240 | 225 |
| SPMT1812-BR | 3210 | 0.25 | 0.50 | 0.30 | 1.2 | 12.0 | 3.8 | 235 | 300 | 285 |
| SPMT1810-BM | 1145 | 0.10 | 0.20 | 0.15 | 1.0 | 12.0 | 3.0 | 10 | 20 | 15 |
Moment obrotowy dokręcania
Śruba mocująca płytki
| ISO | ANSI | Nie ISO | Oznaczenie | Wielkość | Torx Plus | Nm | Ft/lbs |
| CC06 | CC2(1.5) | 5513 020-03 | M2,5 | 7IP | 0.9 | 0.7 | |
| CC09 | CC09 | 5513 020-09 | M3,5 | 15IP | 3.0 | 2.2 | |
| CC12 | CC43 | 5513 020-17 | M4x0,5 | 15IP | 3.0 | 2.2 | |
| SP06 | 5513 020-33 | M2,2 | 7IP | 0.8 | 0.59 | ||
| SP08 | 5513 020-57 | M3 | 9IP | 1.7 | 1.25 | ||
| SP12 | 416.1-833 | M3,5 | 10IP | 2 | 1.48 | ||
| SP18 | 5513 020-25 | M4 | 15IP | 3 | 2.2 | ||
| SN15 | SN54 | 5512 086-03 | M6 | 20IP | 6.4 | 4.7 | |
CoroBore® BR30
| | Płytka 90° | Płytka 84° | |||||||||||
| Wielkość | DCN (mm) | DCX (mm) | ISO | ANSI | Nm | Ft/lbs | Wielkość gwintu śruby | ISO | ANSI | Nie ISO | Nm | Ft/lbs | Wielkość gwintu śruby |
| A | 35 | 40.5 | CC06 | CC2(1.5) | 4.8 | 3.5 | M 4 | SP06 | 4.8 | 3.5 | M 4 | ||
| 39.5 | 45 | CC06 | CC2(1.5) | 4.8 | 3.5 | M 4 | SP06 | 4.8 | 3.5 | M 4 | |||
| B | 44 | 50.5 | CC06 | CC2(1.5) | 9 | 6.6 | M 4 | SP06 | 9 | 6.6 | M 4 | ||
| 49.5 | 56 | CC06; CC09 | CC2(1.5);CC3(2.5) | 9 | 6.6 | M 5 | SP08 | 9 | 6.6 | M 5 | |||
| C | 55 | 63 | CC09 | CC3(2.5) | 16 | 11.8 | M 6 | SP08 | 16 | 11.8 | M 6 | ||
| 62 | 70 | CC09; CC12 | CC3(2.5);CC43 | 16 | 11.8 | M 6 | SP12 | 16 | 11.8 | M 6 | |||
| D | 69 | 78.5 | CC12 | CC43 | 16 | 11.8 | M 6 | SP12 | 16 | 11.8 | M 6 | ||
| 77.5 | 87 | CC12 | CC43 | 16 | 11.8 | M 6 | SP12 | 16 | 11.8 | M 6 | |||
| E | 86 | 97 | CC12 | CC43 | 38 | 28 | M 8 | SP12 | 38 | 28 | M 8 | ||
| 96 | 107 | CC12 | CC43 | 38 | 28 | M 8 | SP12 | 38 | 28 | M 8 | |||
| F | 106 | 122 | CC12; CN12 | CC43 | 75 | 55.3 | M 10 | SN12 | SN43 | SP13 | 75 | 55.3 | M 10 |
| 121 | 137 | CC12; CN12 | CC43 | 75 | 55.3 | M 10 | SN13 | SN44 | SP14 | 75 | 55.3 | M 10 | |
| G | 136 | 152 | CC12; CN12 | CC43 | 75 | 55.3 | M 10 | SN14 | SN45 | SP15 | 75 | 55.3 | M 10 |
| 151 | 167 | CC12; CN12 | CC43 | 75 | 55.3 | M 10 | SN15 | SN46 | SP16 | 75 | 55.3 | M 10 | |
| H | 167 | 191 | CC12; CN16 | CC43; CN54 | 75.0; 120,0 | 55.3; 88.5 | M 10;M 12 | SN15 | SN54 | SP17 | 75.0; 120,0 | 55.3; 88.5 | M 10;M 12 |
| 189 | 214 | CC12; CN16 | CC43; CN54 | 75.0; 120,0 | 55.3; 88.5 | M 10;M 12 | SN16 | SN55 | SP18 | 75.0; 120,0 | 55.3; 88.5 | M 10;M 12 | |
System mocowania
Wytrzymałość na zginanie i przenoszenie momentu obrotowego to najważniejsze czynniki przy wyborze oprawki narzędziowej do wytaczania. Pierwszy wybór powinny zawsze stanowić narzędzia ze złączem Coromant Capto, oferujące doskonałe, najlepsze na rynku właściwości powtarzalności i stabilności.
Dołącz do nas. Bądź na bieżąco.
Już dziś zaprenumeruj nasz biuletyn

Sandvik Polska Sp. z o.o.
+48222922347