
CoroBore® BR10
Jednoostrzowe narzędzia do zgrubnego wytaczania wstecznego

Uwagi do wytaczania wstecznego
Podczas wytaczania wstecznego zakres średnic zostanie zmieniony. Należy uważać, aby wysunięty zespół nie powodował żadnej kolizji ze względu na swoją długość.

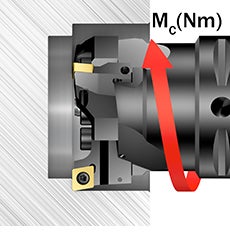
Moment obrotowy
Zawsze należy korzystać z klucza dynamometrycznego i dokręcać śruby płytek oraz zespołów narzędzi zalecanym momentem.

Wymiana zużytych elementów
Wymieniać zużyte lub zniszczone śruby, podkładki i sprężyny talerzowe. Zaleca się wymianę sprężyn talerzowych używanych przy mocowaniu suwaka po każdych 5. użyciach, aby zachować odpowiednią funkcjonalność wstępnego mocowania podczas ustawiania średnicy na przyrządzie do mocowania narzędzi.

Smarowanie raz do roku
Smarować wszystkie elementy zespołu przynajmniej raz w roku.



Wskazówki dotyczące zastosowań
Uwagi wstępne
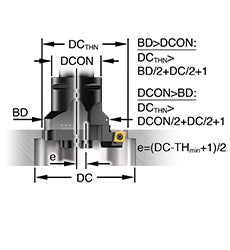
Należy upewnić się, czy narzędzie ma możliwość przejścia na wylot przez otwór z występami oraz czy czoło narzędzia nie uderzy przy tym w obrabiany przedmiot. Narzędzie wytaczarskie do wytaczania wstecznego przygotowane jest do wykonania przejścia na wylot przez otwór o średnicy co najmniej DC/2 + BD1/2.

Ustawianie narzędzia do wytaczania wstecznego
Wykręcić wkręt dociskowy z górnej części wylotu cieczy obróbkowej i przełożyć w dolne położenie
Napełnić cieczą wylot, aby poziom chłodziwa był prawidłowy
Obrócić wkładkę o 180°
W razie potrzeby użyć przedłużenia suwaka
Odwrócić kierunek obrotu
Obrabiarki małej mocy
Przy wytaczaniu zgrubnym należy upewnić się, czy obrabiarka dysponuje wystarczającą mocą i momentem obrotowym do wykonania obróbki danego typu. Posuw, liczba ostrzy skrawających, średnica otworu i głębokość skrawania to parametry mające największy wpływ na pobór mocy przez napędy obrabiarki.
Zalecenia
Parametry skrawania
Ogólne zalecenia dla wytaczania zgrubnego:
- Dane początkowe: vc 200 m/min (obowiązuje, gdy vc na opakowaniu płytek jest większe niż vc 200 m/min) przy krótkim wysięgu. Sprawdzić zalecenia na opakowaniu płytek dotyczące posuwu i głębokości skrawania
- vc = 50% danych zalecanych na etykiecie. W przypadku wystąpienia drgań, zmniejszyć prędkość i zwiększyć posuw. Nie stosować równocześnie maksymalnego zalecanego posuwu i ap.
Moment obrotowy dokręcania
Śruba mocująca płytki
| ISO | ANSI | Nie ISO | Oznaczenie | Wielkość | Torx Plus | Nm | Stopy/funty |
| CC06 | CC2(1.5) | 5513 020-03 | M2,5 | 7IP | 0.9 | 0.7 | |
| CC09 | CC09 | 5513 020-09 | M3,5 | 15IP | 3.0 | 2.2 | |
| CC12 | CC43 | 5513 020-17 | M4x0,5 | 15IP | 3.0 | 2.2 | |
| SP06 | 5513 020-33 | M2,2 | 7IP | 0.8 | 0.59 | ||
| SP08 | 5513 020-57 | M3 | 9IP | 1.7 | 1.25 | ||
| SP12 | 416.1-833 | M3,5 | 10IP | 2 | 1.48 | ||
| SP18 | 5513 020-25 | M4 | 15IP | 3 | 2.2 | ||
| SN15 | SN54 | 5512 086-03 | M6 | 20IP | 6.4 | 4.7 | |
CoroBore® BR10
| Płytka 90° | |||||||
| Wielkość | DCN (mm) | DCX (mm) | ISO | ANSI | Nm | Stopy/funty | Wielkość śruby |
| A | 32 | 38 | CC06 | CC2(1.5) | 4.8 | 3.5 | M 4 |
| B | 37 | 45 | CC06 | CC2(1.5) | 4.8 | 3.5 | M 4 |
| C | 44 | 54 | CC06 | CC2(1.5) | 9 | 6.6 | M 5 |
| D | 53 | 65 | CC06 | CC2(1.5) | 16 | 11.8 | M 6 |
| DX | 64 | 76 | CC09 | CC3(2.5) | 16.0 | 11.8 | M 6 |
| E | 75 | 91 | CC12 | CC43 | 38.0 | 28.0 | M 8 |
| F | 90 | 110 | CC12 | CC43 | 75 | 55.3 | M 10 |
| G | 109 | 136 | CC12 | CC43 | 75 | 55.3 | M 10 |
| H | 135 | 170 | CC12 | CC43 | 75 | 55.3 | M 10 |
Systemy mocowania
Wytrzymałość na zginanie oraz przeniesienie momentu obrotowego to najważniejsze cechy oprawki do zastosowań wytaczarskich. Pierwszym wyborem zawsze powinien być system Coromant Capto®, zapewniający bardzo dobrą powtarzalność i najlepszą stabilność spośród wszystkich rozwiązań dostępnych na rynku.
Dołącz do nas. Bądź na bieżąco.
Już dziś zaprenumeruj nasz biuletyn

Sandvik Polska Sp. z o.o.
+48222922347