
Nowe narzędzia, nowe możliwości...
...i ich zastosowanie w produkcji podzespołów dla energetyki wiatrowej
Podzespoły urządzeń dla energetyki wiatrowej są zróżnicowane jeśli chodzi o wielkość, kształt, materiał i wymagania. Ich produkcja wymaga ciągłej modyfikacji narzędzi skrawających i sposobów obróbki.
Pomijanie nowych rozwiązań w tym zakresie powoduje zastój technologiczny, a w konsekwencji wymierny spadek konkurencyjności. Poniżej podajemy garść przykładów.
Materiał narzędzia
Materiał narzędzia to najistotniejsza właściwość narzędzi skrawających, wpływająca na wytrzymałość, niezawodność i produktywność obróbki. Parametry skrawania i trwałość krawędzi w powiązaniu z odpornością na ścieranie i wytrzymałością decydują o jednostkowym czasie obróbki, przestojach obrabiarki, wszechstronności i wydajności produkcji.
Zdecydowana większość płytek wymiennych na rynku to płytki z pokryciem, co wskazuje, że jego zastosowanie ma ogromny wpływ na wydajność. Poprawa komplementarności obu gatunków ma związek z dwiema najpopularniejszymi technologiami pokrywania.
Nowe gatunki z pokryciem wykonanym metodą PVD pracują w materiale z mniejszymi naprężeniami mechanicznymi, równoważąc naprężenia ściskające. Nowoczesny proces nakładania pokrycia pozwala uzyskać mocniejsze i bezpieczniejsze krawędzie skrawające. To niezwykle korzystne przy frezowaniu czołowym, gdzie spore wyzwanie stanowi wejście w materiał i wyjście z niego.
Nowe pokrycia nakładane metodą CVD wymagają mniej intensywnego formowania po nałożeniu, zapewniają mniejsze naprężenia własne, większą grubość i odporność płytek na ścieranie. To szczególnie korzystne w sytuacjach, gdy istnieje duże ryzyko złamania płytki na skutek wysokiej temperatury lub zużycia chemicznego. Większa grubość warstw pokrycia nie wpływa na pogorszenie udarności płytki. Możliwe jest zatem zwiększenie prędkości skrawania, a trwałość płytek jest lepsza i bardziej przewidywalna, co przekłada się na lepszą produktywność przy zgrubnej obróbce frezarskiej i tokarskiej.
PVD
CVD
Oprawka narzędziowa
Oprawka to ogniwo pośrednie między krawędzią skrawającą a obrabiarką, kluczowe dla wydajności i wyników obróbki. Modyfikacje wprowadzone w tym zakresie dotyczą złącza między płytką a oprawką i między oprawką a wrzecionem.
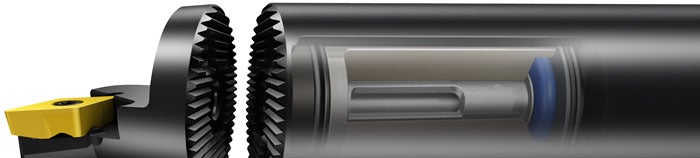
Zastosowanie elementu pośredniego pozwoliło zminimalizować liczbę wymiennych głowic i wprowadzić bogaty asortyment narzędzi specjalnych, dedykowanych do konkretnych operacji toczenia, ze szczególnym uwzględnieniem obróbki wewnętrznej. Modułowość jest związana z zastosowaniem między głowicą a oprawką nowego ząbkowanego złącza (SL).
System SL jest zalecany przy obróbce na tokarkach pionowych, obrabiarkach zwykłych i wielozadaniowych, ponieważ może być stosowany do praktycznie dowolnego rodzaju obróbki bez pogorszenia wydajności.
