
Dobre praktyki - wał główny
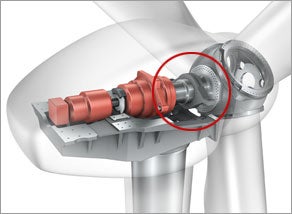
Wał główny przenosi obroty piasty wirnika na przekładnię ze standardową prędkością maksymalną ~20 obr/min.
Wał główny wspiera się na łożyskach. W środku wału znajdują się przewody hydrauliczne i elektryczne. Wał główny przenosi duży moment obrotowy wirnika, dlatego musi być duży, ciężki i wyjątkowo wytrzymały.
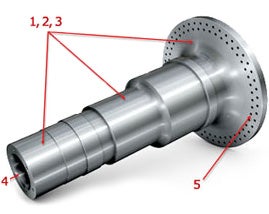
Etapy obróbki:
1. Toczenie – ciężka obróbka zgrubna
2. Toczenie półzgrubne
3. Toczenie wykończeniowe
5. Wiercenie – otwory płytkie
Typowy wał główny
- 34CrNiMo6, CMC=02.1/02.2
- 42CrNiMo6, CMC=02.1/02.2
- ciężar półproduktu: 22 ton
- po obróbce: 14 ton
- 8 ton usuniętego materiału
- Czas obróbki: 30-40 godzin
- Kuty z kołnierzem
- Typowy materiał:
- Przykład: wał główny turbiny o mocy 2 MW:
- Przykładowe wymiary:
- Średnica duża: 1800 mm, średnica mała 400 mm
- Długość: 3500 mm
Podzespół
- Średnica duża: 1.8 metra
- Średnica mała: 0.4 metra
- Długość: 3.5 metra
- 34CrNiMo6, CMC=02.1/02.2
- 42CrNiMo6, CMC=02.1/02.2
- Skóra kuźnicza
- Obróbka na sucho
- Średnica:
- Materiał:
- Chłodziwo:
- Zadanie:
- Obróbka przerywana na skutek nierównomierności średnicy spowodowanych odkuwkami i mocowaniem
| Coromant Capto C10 Heavy Duty |
| SCMT 380932-R5 |
| GC4235 |
| Maksymalnie 30 mm |
| 40-90 m/min |
| 1.2-1.8 mm/obr |
Toczenie
Ciężka obróbka zgrubna
System T-MAX® P wykorzystuje technologie zapewniające wysoką produktywność toczenia. Dopracowane geometrie zapewniają bezproblemowe łamanie wiórów. Nowoczesne gatunki płytek pozwalają uzyskać dobrą wydajność skrawania przy dużych posuwach i obróbce na sucho.
W celu uzyskania najwyższej produktywności, większej precyzji i stabilności, zalecamy stosowanie oprawek Coromant Capto®. System modułowy gwarantuje dużą wydajność zarówno w obróbce tokarskiej, jak i frezowaniu czy wytaczaniu.
Te same narzędzia skrawające i adaptery mogą być wykorzystywane w różnych zastosowaniach i na różnych obrabiarkach, co pozwala na ujednolicenie systemu narzędziowego i znaczące zmniejszenie zasobów magazynowych narzędzi.
| Oprawka | Coromant Capto | Coromant Capto |
| Gatunek | GC4225 | GC4225 |
| Głębokość skrawania (ap) | 7-10 mm | 5-10 mm |
| Prędkość skrawania (Vc) | 70-120 m/min | 70-120 m/min |
| Posuw (fn) | 0.5-2.5 mm/obr | 0.5-1.5 mm/obr |
Toczenie
Półzgrubne
Oprawki Coromant Capto to pierwszy wybór również do obróbki półzgrubnej. Zestawienie z gatunkiem GC4225 zapewnia najwyższą produktywność.
Płytka okrągła gwarantuje optymalną produktywność, możliwość stosowania dużego posuwu i dobrą kontrolę wiórów. Jeśli dany model obrabiarki pracuje z mniejszymi posuwami, zaleca się gatunek CNMM-QR.
Do góry
| Oprawka | Coromant Capto |
| Płytka | DNMX 150616-WMX |
| Gatunek | GC4215 |
| Głębokość skrawania (ap) | 2-3 mm |
| Prędkość skrawania (Vc) | 160-220 m/min |
| Posuw (fn) | 0.5-0.8 mm/obr |
Toczenie
Obróbka wykończeniowa
Oprawki Coromant Capto to pierwszy wybór również do obróbki wykończeniowej. Zestawienie z gatunkiem GC4215 zapewnia najwyższą produktywność i najlepszą chropowatość powierzchni.
Przemyślana geometria Wiper –WMX Sandvik Coromant umożliwia zwiększenie posuwu przy zachowaniu dobrej jakości powierzchni.
Wiercenie
Wiercenie płytkich otworów
Wystarczy zastąpić wiertło konwencjonalne wiertłem CoroDrill 880 aby podwoić liczbę otworów wykonanych w tym samym czasie.
Technologia Step Technology zapewnia doskonałe zrównoważenie sił skrawania, a w efekcie poprawę produktywności i jakości otworu. Przy równoczesnym zastosowaniu wydajnych gatunków pozwala to uzyskać doskonałe rezultaty w szybkim wykonywaniu otworów.
| Wymiary otworu | Średnica narzędzia (Dc): 39 mm Długość (L): 140 mm |
| Wiertło | 880-D3900C5-04 |
| Płytka centralna | 880-07 04 06H-C-GR |
| Gatunek | GC1044 |
| Płytka peryferyjna | 880-07 04 W12H-P-GR |
| Gatunek | GC4024 |
| Prędkość skrawania (Vc) | 200-250 m/min |
| Posuw (fn) | 0.15-0.20 mm/obr |
| Chłodziwo | Tak |
