
CoroCut® QD
Het meest betrouwbare systeem voor afsteken

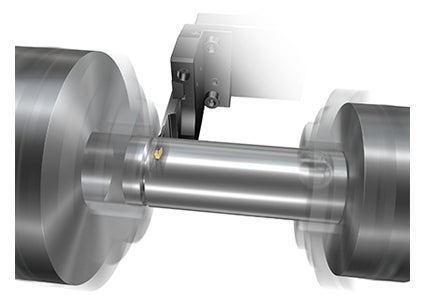
Productietest van MX-schacht
CoroCut® QD in combinatie met -RM-geometrie genereerde een langere standtijd en betere spaanbeheersing dan de concurrent.
| Component: | MX as |
| Materiaal: | 42CrMo4+QT |
| Bewerking: | Groefsteken |
| Machine | Niles Simmons N30 |
| Koelmiddel: | MX as |
100%
standtijd
| CoroCut® QD | Concurrent | |
| Wisselplaat | QD-NK-0600-RM 4335 | QD-NN1H60C25AY |
| n, tpm (omw/min) | 290 | 290 |
| vc m/min (ft/min) | 160–180 (525–591) | 160–180 (525–591) |
| fn mm/omw (in/omw) | 0.3 (0.012) | 0.3 (0.012) |
| ap mm (inch) | 2.7 (0.106) | 2.7 (0.106) |
| Standtijd: | 2 werkstukken | 1 werkstuk |

Afsteken met Y-as afsteken DUITSLAND
| Component: | CoroChuck™ 930 |
| Materiaal: | X40 en 16MnCr5 Ø102 mm |
| Bewerking: | Afsteken |
| Machine | Gildemeister GMX400 & STAMA MC734/MT-2C |
3x
hogere voedingssnelheid
| Referentie | Beste keuze | |
| Gereedschap | QD-NN2H60C25A | QD-NN1H60C25AY |
| Wisselplaat | QD-NH-0400-0003-CR 1125 | QD-NH-0400-0003-CR 1125 |
| vc m/min (ft/min) | 120 (394) | 120 (394) |
| fn mm/omw (in/omw), X40-materiaal | 0.10 (0.004) | 0.30 (0.012) |
| fn mm/omw (in/omw), 16MnCr5-materiaal | 0,15 (0,006) | 0,35 (0.014) |
De pompadapter bewerken VS
Uitdaging
De klant was op zoek naar een oplossing die een einde kon maken aan problemen met een onvoorspelbare standtijd en gebrekkige productiviteit.Resultaten
Aanzienlijk meer werkstukken per snijkant en een kortere productietijd.
Voordelen van het overstappen op CoroCut QD
- Verbeterde standtijd van 150 tot 600 werkstukken per snijkant
- Productieverbetering met 43%
- Besparing van 34 uur aan productietijd
CoroCut QD was in staat om vier keer zoveel werkstukken per snijkant te bewerken, in een veel korter tijdsbestek.
| Bewerking | Afsteken baar, Ø 46 mm (1,81 inch) |
| Werkstukmateriaal | Roestvast staal, P5.0.2.PH (320 HB) |
| Gereedschap | QD-NG-0300-0003-CR 1135 |
| Wisselplaat | QS-QD-RFG26C2525D |
+300%
standtijd
| CoroCut QD | Concurrent | |
| Tijd in snede (min) | 47 | 140 |
| vc m/min (ft/min) | 91,4 (300) | 64 (210) |
| fn mm/omw (in/omw) | 0.076 (0.003) | 0.089 (0.0035) |
| Standtijd (stuks) | 600 | 150 |
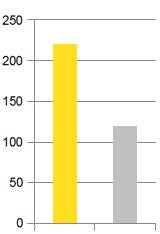
Afsteken baar CHINA
CoroCut QD bood een 83 procent hogere standtijd bij hogere snijgegevens. Dit is te danken aan boven- en onderkoeling, de stijve opspanning en de sterke wisselplaatcoating.
| Bewerking | Afsteken baar, Ø 46 mm (1,81 inch) |
| Werkstukmateriaal | Roestvast staal, P5.0.2.PH (320 HB) |
| Gereedschap | QD-NG-0300-0003-CR 1135 |
| Wisselplaat | QS-QD-RFG26C2525D |


CoroCut QD
Concurrent
+83%
standtijd
| CoroCut QD | Concurrent | |
| vc m/min (ft/min) | 105 (344) | 90 |
| fn mm/omw. (in/omw.) | 0,17 (0,007) | 0,15 (0,006) |
| Standtijd (stuks) | 220 | 120 |
Parting off steel INDIA
By using 2 mm inserts CoroCut QD gave material savings of 33% and increased tool life by 116%.
| Operation | OD Parting Off 15mm (0.59 inch) deep (Ring OD 118 & ID 89) |
| Workpiece material | High Alloy steel, CMC 2.2, 220 BHN. |
| Tool | QD-RLFE20-2525A |
| Insert | QD –NE-0200-001 -CF 1125 |
 CoroCut QD
CoroCut QD
 Competitor
Competitor

| CoroCut QD (2 mm) | Competitor (3 mm) | |
| vc m/min (ft/min) | 80 (262) | 80 (262) |
| fn mm/r (in/rev | 0.06 (0.0024) | 0.05 (0.0020) |
| Tool life (pcs) | 65 | 30 |
| Saving in material /comp | 1 mm (0.04 inch) | - |
Parting off ITALY
At much higher cutting data, CoroCut QD completed the components more than three times faster than the competitor.
| Operation | Parting off | |
| Workpiece material | CMC 15.21, 280HB. | |
| Tool | QD-NN2H60C25A | |
| Insert | QD-NH-0400-0002-CO | |
productivity increase
| | CoroCut QD, 1135 | Competitor |
| vc m/min (ft/min) | 40 (131.2) | 20 (66.7) |
| fn mm/r (in/rev) | 0.06 (0.0024) | 0.04 (0.0016) |
| | ||
| Results | CoroCut QD | Competitor |
| Tool life (pcs) | 10 | 10 |
| Time in cut (minutes) | 16.4 | 49.1 |

Parting off titanium GERMANY
350% more tool life with CoroCut QD.
| Operation | Parting off, Ø 41 down Ø 23 mm |
| Industry | Medical |
| Workpiece material | Titanium, Ti6Al4V 3.7165, CMC 23.22, 330HB |
| Tool | QD-RR1G33C25A |
| Insert | QD-NG-0300-0002-CM H13A |
tool life
| CoroCut QD | Competitor | |
| vc m/min (ft/min) | 42 (138) | 45 (148) |
| fn mm/r (in/rev) | 0.14 (0.006) | 0.125 (0.005) |
| Tool life (pcs) | 180 | 40 |

Tool life, pcs 
| |
CoroCut QD | Competitor |
Parting off steel tube BRAZIL
CoroCut QD could machine more than twice the amount of components compared to the competitor.
| Operation | Parting off tube, Ø70 mm (2.76 inch) |
| Workpiece material | Steel, P2.2.Z.AN (195HB) |
| Tool | QD-RFG26-2525A |
| Insert | QD-NG-0300-0002-CM, GC1125 |
tool life
| CoroCut QD | Competitor | |
| vc m/min (ft/min) | 100 (328) | 90 (295) |
| fn mm/r (in/rev) | 0.1 (0.004) | 0.07 (0.003) |
| Tool life (pcs) | 100 | 45 |
Tool life, pcs 
| |
CoroCut QD | Competitor |
Parting off steel bar CANADA
CoroCut QD more than doubled the tool life when parted off this bar with a parting blade.
| Operation | OD Parting Off 15mm (0.59 inch) deep (Ring OD 118 & ID 89) |
| Workpiece Material | High Alloy steel CMC 2.2 220 BHN. |
| Tool | QD-RLFE20-2525A |
| Insert | QD –NE-0200-001 -CF 1125 |
| CoroCut QD (2 mm) | Competitor (3 mm) | |
| vc m/min (ft/min) | 80 (262) | 80 (262) |
| fn mm/rev (in/rev) | 0.06 (0.0024) | 0.05 (0.0020) |
| nent | 1.25 | 1.5 |
| Results | CoroCut QD | Competitor |
| Tool life (pcs) | 65 | 30 |
| Tool life increase | 116% | - |
| Saving in material /comp | 1 mm (0.04 inch) | - |
|
Tool life, pcs 
| |
CoroCut QD | Competitor |
Parting steel bar USA
CoroCut QD completed 4 times the number of components for this customer in a shorter time, thanks to a large increase in productivity and better chip control.
| Diameter | 76 mm (3.0 inch) |
| Material | Steel, AISI 12L14 |
| Tool | QD-NN2H60 C25A |
| Insert | QD-LH-0400-0502-CM 1125 |
tool life
| CoroCut QD | Competitor | |
| vc m/min (ft/min) | 182.9 (600) | 64 (210) |
| fn mm/r (in/rev) | 0.25 (0.010) | 0.05 (0.002) |
| Tool life (pcs) | 100 | 20 |
Tool life, pcs 
| |
CoroCut QD | Competitor |
Parting titanium bar GERMANY
CoroCut QD enabled a big increase in the number of completed components. The next step is to raise coolant pressure to increase tool duration further.
| Diameter | 41 mm (1.6 inch) |
| Material | Ti6Al4V 3.7165, 330 HB |
| Tool | QD-RR1G33C25A |
| Insert | QD-NG-0300-0002-CM H13A |
tool life
| CoroCut QD | Competitor | |
| vc m/min (ft/min) | 42 (138) | 45 (148) |
| fn mm/r (in/rev) | 0.14 (0.006) | 0.125 (0.005) |
| Tool life (pcs) | 180 | 40 |
Doe met ons mee. Blijf op de hoogte.
Registreer u vandaag nog voor onze nieuwsbrief

Sandvik Benelux B.V. - Division Coromant
+31108080280