
CoroMill 490
De eerste keuze voor algemeen en herhaald hoekfrezen

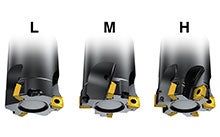
Selecteer de juiste wisselplaatgeometrie
Licht (-L) Gemiddeld (-M) Zwaar (-H)
De juiste vertanding selecteren
Bij het selecteren van het meest geschikte aantal effectieve snijkanten (zc) voor de bewerking is het noodzakelijk om rekening te houden met de spoed (afstand tussen de snijkanten).
Meer informatie

Het juiste opspangereedschap selecteren
De gereedschapsbevestiging is van grote invloed op het freesresultaat. Hoe groter de snijdiepte, des te belangrijker de afmeting en stabiliteit van de koppeling, aangezien de radiale krachten aanzienlijk zijn bij het het gebruik van hoekfrezen, en in het bijzonder bij lange snijkantfrezen.
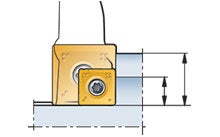
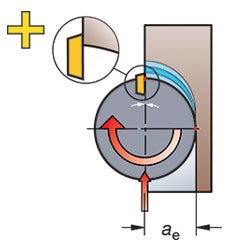
Snedediepte
Wisselplaatgrootte 08 Wisselplaatgrootte 14

Toepassingstips

Toepassings-checklist en tips
Waarmee moet u rekening houden bij het uitvoeren van een hoekfreesbewerking? Hier vindt u een aantal nuttige tips en trucs.
Spaanvorming
Succesvolle spaanvorming en spaanverwijdering is de sleutel tot freesbewerkingen van hoge kwaliteit. Ontdek meer over het vormen van perfecte spanen, en vergeet niet de stelregel: Van dik naar dun.
Freespositie
Elke keer dat een freessnijkant in een snede intreedt, wordt deze onderworpen aan een schok. Het geheim van succesvol frezen is het vinden van het juiste type contact tussen de snijkant en het materiaal bij de intrede- en uittredepunten van de snede.
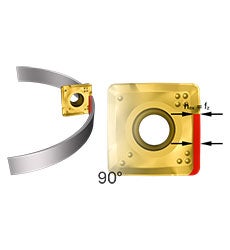
Het werkstuk binnentreden
Bij hoekfrezen is vaak sprake van een lage radiale aangrijping waardoor het belangrijk is om rekening te houden met de verhouding tussen de voeding per tand (fz) en de spaandikte (hex).
Als de snijparameter op basis van de juiste hex-waarde wordt berekend, levert dat een goede snijactie op, met een betere oppervlaktewaarde en standtijd.
Aanbevelingen
Selectie freesbody
●
Moeilijke omstandigheden

L
Beperkte stabiliteit en beperkt vermogen
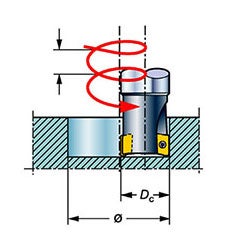
Diep sleuffrezen
Uiterst lage snijkrachten
◐
Gemiddelde omstandigheden

M
Universeel inzetbaar
○
Goede omstandigheden

H
Kortspanende materialen
Hittebestendige materialen
Kantfrezen
Eerste keuze wisselplaat
| Voorbewerken | M-PH 4340 | M-MM 1040 | M-PH 3330 | E-ML H13A | M-MM S40T | M-PM 1010 |
| Gemiddeld | M-PM 4330 | E-MM 1040 | M-KM 3330 | E-ML H13A | E-MM S30T | M-PM 1010 |
| Nabewerken | M-PL 1130 | E-ML 1040 | M-KL 1020 | E-ML H13A | E-ML S30T | M-PL 1010 |
| P | M | K | N | S | H |
Doe met ons mee. Blijf op de hoogte.
Registreer u vandaag nog voor onze nieuwsbrief

Sandvik Benelux B.V. - Division Coromant
+31108080280