
CoroDrill 862
Volhardmetalen en polykristallijne diamant (PCD) microboren, ideaal voor precisiebewerkingen in kleine onderdelen
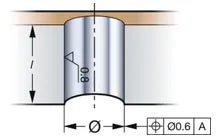
Het gat
De drie belangrijkste parameters voor het gat zijn: Het gattype en de vereiste positie hebben invloed op de gereedschapskeuze. Het boren kan worden beïnvloed door onregelmatig of schuine intrede/uittrede-oppervlakken en bij het doorboren van dwarsgaten.

Het onderdeel
Wanneer het gat wordt geanalyseerd, kijk dan ook naar het werkstukmateriaal, de vorm van de component en de hoeveelheid

De machine
De invloeden van de machine: Denk altijd aan:
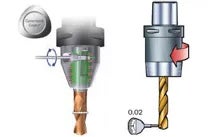
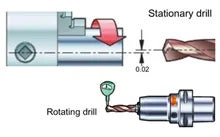
Gereedschapsopspanning
Productiviteit wordt niet alleen beïnvloed door de hardmetaalsoort en geometrie, maar ook door de mogelijkheid om het gereedschap betrouwbaar en nauwkeurig vast te klemmen. Voor de beste stabiliteit en gatkwaliteit gebruikt u altijd Coromant Capto of CoroChuck 930 met de kortst mogelijke boor en uitsteeklengte.

Toepassingstips
Aanbevelingen
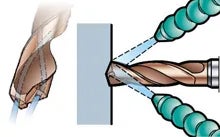
- Het gebruik van hydraulische precisie opspangereedschappen wordt aanbevolen
- Het gebruik van inwendig koelmiddel wordt aanbevolen, minimaal aanbevolen druk 10 bar (145 psi)
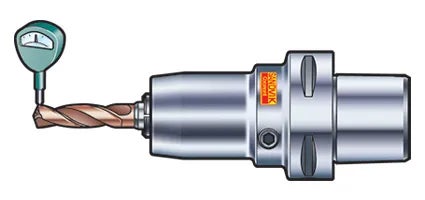
CoroChuck™ 930 Voor hoogste opspankracht en precisie
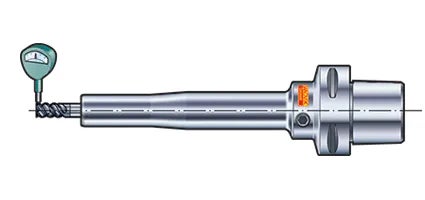
CoroChuck™ 930 potloodmodel voor een betere toegankelijkheid
Doe met ons mee. Blijf op de hoogte.
Registreer u vandaag nog voor onze nieuwsbrief

Sandvik Benelux B.V. - Division Coromant
+31108080280