
CoroBore® BR30
Voorkottergereedschappen met drie snijkanten voor maximale productiviteit
Instructies

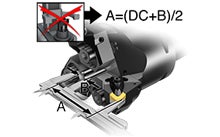
Diameterinstelling
Indien geen voorinsteller beschikbaar is, moet de diameter van CoroBore worden afgesteld door de afstand te meten vanaf de pen tot de wisselplaat en moet hiervan de helft van de pendiameter afgetrokken worden. Vermenigvuldig met twee voor de effectieve kotterdiameter.

Koppel
Gebruik altijd een momentsleutel en gebruik de aanbevolen koppelwaarden voor schroeven bij de montage van wisselplaat en gereedschap.

Schaal met laserverdeling
De met een laser gemarkeerde schaal op de adapter maakt het instellen van de diameter heel gemakkelijk.




Toepassingstips

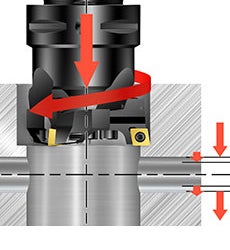
Blind gat
Bij het bewerken van een blind gat is het heel belangrijk dat er sprake is van een goede en juiste spaanafvoer.
Correcte snijgegevens zijn essentieel om een goede spaanvorming te krijgen
Controleer dat de spanen de wisselplaten niet blokkeren of beschadigen
Koelmiddeldruk en -debiet moeten de spanen kunnen afvoeren
Verticale machines zijn kritischer dan horizontale machines voor efficiënte spaanverwijdering
Onderbroken snedes
Bewerken van onderbroken snedes, zoals dwarsgaten, stellen hoge eisen aan de wisselplaatsnijcondities.
Kiese een taaie hardmetaalsoort
Kies een sterke, vierkante negatieve basisvorm wisselplaat voor meer proceszekerheid, bij stabiele condities
Verklein de snijgegevens als er grote onderbrekingen zijn
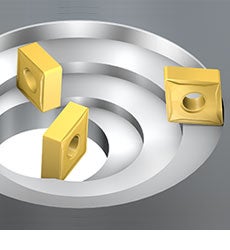
Excentrische gaten
Wanneer de hartlijnen van het voorbewerkte gat en het kottergereedschap niet concentrisch zijn, dan kan de snedediepte erg groot zijn aan één kant van het gat.
Een goede oplossing voor deze toepassingen is getrapt kotteren, om de grote snedediepte te realiseren. Door asymmetrische snijkrachten kan het gereedschap ombuigen en leiden tot kleine afwijkingen van het center of trillingen veroorzaken, met name wanneer samengestelde gereedschappen met lange uitsteeklengte worden gebruikt.

Zandinsluitingen
Zandinsluitingen in gegoten componenten leiden tot grotere slijtage van de wisselplaten.
Aanbevelingen:
• Kies een taaie hardmetaalsoort
• Verklein de snijgegevens
• Kies een sterke, vierkante negatieve wisselplaat voor verbeterde betrouwbaarheid en geminimaliseerde slijtage.
Aanbevelingen
Snijgegevens
Algemene aanbevelingen voorkotteren:
- Startgegevens: vc 200 m/min (geldig wanneer vc op de wisselplaatdoos groter is dan vc 200 m/min) bij korte uitsteeklengte. Controleer de verspaningsaanbevelingen voeding en diepte op de wisselplaatdoos
- vc = 50% van de aanbevolen data op het label. Wanneer er trillingen optreden, reduceer dan het toerental en verhoog de voeding. Gebruik niet de max. aanbevolen voeding en ap tegelijkertijd
Machinebeperkingen:
Zorg er altijd voor dat de machine voldoende koppel kan leveren voor de specifieke kottertoepassing.
Snijgegevens: CoroBore® 111
| Bestelcode | Hardmetaalsoort | Voedingsbereik (fn) | Snedediepte (ap) | Snijsnelheid (vc) | ||||||
| Min | Max | Beste keuze | Min | Max | Beste keuze | Min | Max | Beste keuze | ||
| SPMT0606-BR | 4325 | 0,10 | 0,25 | 0,20 | 0,6 | 4,5 | 2,0 | 365 | 460 | 395 |
| SPMT0606-BM | 2025 | 0,10 | 0,15 | 0,10 | 0,6 | 4,5 | 1,8 | 260 | 265 | 265 |
| SPMT0606-BR | 3210 | 0,15 | 0,30 | 0,25 | 0,6 | 4,5 | 2,0 | 285 | 330 | 300 |
| SPMT0606-BM | 1145 | 0,10 | 0,15 | 0,10 | 0,6 | 4,5 | 1,8 | 15 | 20 | 20 |
| SPMT0808-BR | 4325 | 0,15 | 0,35 | 0,20 | 0,8 | 6,5 | 2,5 | 325 | 425 | 395 |
| SPMT0808-BM | 2025 | 0,10 | 0,25 | 0,20 | 0,8 | 6,5 | 2,2 | 225 | 265 | 240 |
| SPMT0808-BR | 3210 | 0,20 | 0,50 | 0,30 | 0,8 | 6,5 | 2,5 | 235 | 315 | 285 |
| SPMT0808-BM | 1145 | 0,10 | 0,15 | 0,10 | 0,8 | 6,5 | 2,2 | 15 | 20 | 20 |
| SPMT1212-BR | 4325 | 0,15 | 0,40 | 0,25 | 1,2 | 9,0 | 3,0 | 305 | 425 | 365 |
| SPMT1210-BM | 2025 | 0,10 | 0,30 | 0,20 | 1,0 | 9,0 | 2,5 | 205 | 265 | 240 |
| SPMT1212-BR | 3210 | 0,20 | 0,50 | 0,30 | 1,2 | 9,0 | 3,0 | 235 | 315 | 285 |
| SPMT1210-BM | 1145 | 0,10 | 0,20 | 0,15 | 1,0 | 9,0 | 2,5 | 10 | 20 | 15 |
| SPMT1812-BR | 4325 | 0,20 | 0,40 | 0,30 | 1,2 | 1,0 | 3,8 | 305 | 395 | 345 |
| SPMT1810-BM | 2025 | 0,20 | 0,30 | 0,25 | 1,0 | 12,0 | 3,0 | 205 | 240 | 225 |
| SPMT1812-BR | 3210 | 0,25 | 0,50 | 0,30 | 1,2 | 12,0 | 3,8 | 235 | 300 | 285 |
| SPMT1810-BM | 1145 | 0,10 | 0,20 | 0,15 | 1,0 | 12,0 | 3,0 | 10 | 20 | 15 |
Vastdraaimoment
Wisselplaatschroef
| ISO | ANSI | Niet-ISO | Code | Grootte | Torx Plus | Nm | Ft/lbs |
| CC06 | CC2(1,5) | 5513 020-03 | M2,5 | 7IP | 0,9 | 0,7 | |
| CC09 | CC09 | 5513 020-09 | M3,5 | 15IP | 3,0 | 2,2 | |
| CC12 | CC43 | 5513 020-17 | M4x0,5 | 15IP | 3,0 | 2,2 | |
| SP06 | 5513 020-33 | M2,2 | 7IP | 0,8 | 0,59 | ||
| SP08 | 5513 020-57 | M3 | 9IP | 1,7 | 1,25 | ||
| SP12 | 416.1-833 | M3,5 | 10IP | 2 | 1,48 | ||
| SP18 | 5513 020-25 | M4 | 15IP | 3 | 2,2 | ||
| SN15 | SN54 | 5512 086-03 | M6 | 20IP | 6,4 | 4,7 | |
CoroBore® BR30
| | Wisselplaat 90° | Wisselplaat 84° | |||||||||||
| Grootte | DCN (mm) | DCX (mm) | ISO | ANSI | Nm | Ft/lbs | Schroefgrootte | ISO | ANSI | Niet-ISO | Nm | Ft/lbs | Schroefgrootte |
| A | 35 | 40,5 | CC06 | CC2(1,5) | 4,8 | 3,5 | M 4 | SP06 | 4,8 | 3,5 | M 4 | ||
| 39.5 | 45 | CC06 | CC2(1,5) | 4,8 | 3,5 | M 4 | SP06 | 4,8 | 3,5 | M 4 | |||
| B | 44 | 50.5 | CC06 | CC2(1,5) | 9 | 6.6 | M 4 | SP06 | 9 | 6.6 | M 4 | ||
| 49.5 | 56 | CC06; CC09 | CC2(1.5); CC3(2.5) | 9 | 6.6 | M 5 | SP08 | 9 | 6.6 | M 5 | |||
| C | 55 | 63 | CC09 | CC3(2,5) | 16 | 11.8 | M 6 | SP08 | 16 | 11.8 | M 6 | ||
| 62 | 70 | CC09; CC12 | CC3(2.5);CC43 | 16 | 11.8 | M 6 | SP12 | 16 | 11.8 | M 6 | |||
| D | 69 | 78.5 | CC12 | CC43 | 16 | 11.8 | M 6 | SP12 | 16 | 11.8 | M 6 | ||
| 77.5 | 87 | CC12 | CC43 | 16 | 11.8 | M 6 | SP12 | 16 | 11.8 | M 6 | |||
| E | 86 | 97 | CC12 | CC43 | 38 | 28 | M 8 | SP12 | 38 | 28 | M 8 | ||
| 96 | 107 | CC12 | CC43 | 38 | 28 | M 8 | SP12 | 38 | 28 | M 8 | |||
| F | 106 | 122 | CC12; CN12 | CC43 | 75 | 55.3 | M 10 | SN12 | SN43 | SP13 | 75 | 55.3 | M 10 |
| 121 | 137 | CC12; CN12 | CC43 | 75 | 55.3 | M 10 | SN13 | SN44 | SP14 | 75 | 55.3 | M 10 | |
| G | 136 | 152 | CC12; CN12 | CC43 | 75 | 55.3 | M 10 | SN14 | SN45 | SP15 | 75 | 55.3 | M 10 |
| 151 | 167 | CC12; CN12 | CC43 | 75 | 55.3 | M 10 | SN15 | SN46 | SP16 | 75 | 55.3 | M 10 | |
| H | 167 | 191 | CC12; CN16 | CC43; CN54 | 75.0; 120,0 | 55.3; 88.5 | M 10;M 12 | SN15 | SN54 | SP17 | 75.0; 120,0 | 55.3; 88.5 | M 10;M 12 |
| 189 | 214 | CC12; CN16 | CC43; CN54 | 75.0; 120,0 | 55.3; 88.5 | M 10;M 12 | SN16 | SN55 | SP18 | 75.0; 120,0 | 55.3; 88.5 | M 10;M 12 | |
Opspangereedschappen
Buigstijfheid en koppeloverdracht zijn de belangrijkste factoren bij het kiezen van een gereedschapshouder voor kotteren. De eerste keuze moet altijd gereedschap zijn met Coromant Capto koppeling, welke een uitstekende repeteerbaarheid en de beste stabiliteitskarakteristieken op de markt biedt.
Doe met ons mee. Blijf op de hoogte.
Registreer u vandaag nog voor onze nieuwsbrief

Sandvik Benelux B.V. - Division Coromant
+31108080280