
CoroBore® BR10
Gereedschappen met één snijkant voor trekkend voorkotteren

Overwegingen voor trekkend kotteren
Tijdens het trekkend kotteren wordt het diameterbereik gewijzigd. Zorg ervoor dat de uitsteeklengte van de opbouw geen botsing veroorzaakt.

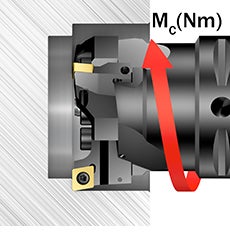
Koppel
Gebruik altijd een momentsleutel en gebruik de aanbevolen koppelwaarden voor schroeven bij de montage van wisselplaat en gereedschap.

Versleten artikelen vervangen
Vervang versleten schroeven, ringen en cupveren. Het wordt aanbevolen om de cupveren die bij het opspannen van de sleden worden gebruikt na elk 5e gebruik te vervangen om de vooropspanwerking te handhaven als de diameter in het voorinstelapparaat wordt ingesteld.

Eenmaal per jaar smeren
Smeer alle montage-items tenminste eenmaal per jaar met olie.



Toepassingstips
Initiële aandachtspunten
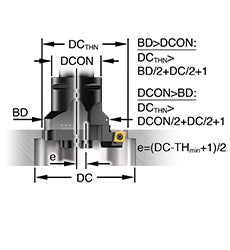
Zorg er voor dat het kottergereedschap door het gat gaat met de hoek en dat de voorkant van het kottergereedschap niet botst met de component. Bij trekkend kotteren, is het kottergereedschap geconfigureerd om zich door een gat met een minimum diameter van DC/2 + BD1/2 te verplaatsen.

Gereedschapinstelling voor trekkend kotteren:
Verwijder de stifttap uit de snijvloeistofuitgang en plaats deze in de onderste
snijvloeistofuitgang om de correcte koelmiddelpositie te krijgen
Draai de cassette 180°
Gebruik een verlengslede indien nodig
Keer de draairichting om
Zwakke machines
Zorg er bij voorbewerken voor dat de machine voldoende vermogen en koppel kan leveren voor de specifieke kottertoepassing. Voeding, aantal wisselplaten, gatdiameter en snedediepte zijn de belangrijkste parameters die van invloed zijn.
Aanbevelingen
Snijgegevens
Algemene aanbevelingen voorkotteren:
- Startgegevens: vc 200 m/min (geldt als vc op wisselplaatdoos groter is dan vc 200 m/min) bij korte uitsteeklengte. Controleer wisselplaatdoos voor aanbevelingen voor voeding en snedediepte
- vc = 50% van aanbevolen gegevens op label. Indien trillingen optreden, snelheid verminderen en voeding vergroten. Gebruik niet tegelijkertijd de maximum aanbevolen voeding en ap.
Vastdraaimoment
Wisselplaatschroef
| ISO | ANSI | Niet-ISO | Code | Grootte | Torx Plus | Nm | Ft/lbs |
| CC06 | CC2(1,5) | 5513 020-03 | M2,5 | 7IP | 0,9 | 0,7 | |
| CC09 | CC09 | 5513 020-09 | M3,5 | 15IP | 3,0 | 2,2 | |
| CC12 | CC43 | 5513 020-17 | M4x0,5 | 15IP | 3,0 | 2,2 | |
| SP06 | 5513 020-33 | M2,2 | 7IP | 0,8 | 0,59 | ||
| SP08 | 5513 020-57 | M3 | 9IP | 1,7 | 1,25 | ||
| SP12 | 416.1-833 | M3,5 | 10IP | 2 | 1,48 | ||
| SP18 | 5513 020-25 | M4 | 15IP | 3 | 2,2 | ||
| SN15 | SN54 | 5512 086-03 | M6 | 20IP | 6,4 | 4,7 | |
CoroBore® BR10
| Wisselplaat 90° | |||||||
| Grootte | DCN (mm) | DCX (mm) | ISO | ANSI | Nm | Ft/lbs | Schroefgrootte |
| A | 32 | 38 | CC06 | CC2(1,5) | 4,8 | 3,5 | M 4 |
| B | 37 | 45 | CC06 | CC2(1,5) | 4,8 | 3,5 | M 4 |
| C | 44 | 54 | CC06 | CC2(1,5) | 9 | 6,6 | M 5 |
| D | 53 | 65 | CC06 | CC2(1,5) | 16 | 11,8 | M 6 |
| DX | 64 | 76 | CC09 | CC3(2,5) | 16,0 | 11,8 | M 6 |
| E | 75 | 91 | CC12 | CC43 | 38,0 | 28,0 | M 8 |
| F | 90 | 110 | CC12 | CC43 | 75 | 55,3 | M 10 |
| G | 109 | 136 | CC12 | CC43 | 75 | 55,3 | M 10 |
| H | 135 | 170 | CC12 | CC43 | 75 | 55,3 | M 10 |
Opspangereedschappen
Buigstijfheid en koppeloverdracht zijn de belangrijkste factoren bij het kiezen van een gereedschapshouder voor kotterbewerkingen. De eerste keuze moet altijd gereedschap met Coromant Capto® koppeling zijn, dat een uitstekende repeteernauwkeurigheid en de beste stabiliteitskarakteristieken biedt die momenteel in de markt beschikbaar zijn.
Doe met ons mee. Blijf op de hoogte.
Registreer u vandaag nog voor onze nieuwsbrief

Sandvik Benelux B.V. - Division Coromant
+31108080280