
Uitdaging: In draaicentra de onbemande gereedschapswisseling verbeteren en verspaningsproblemen elimineren.
Oplossing: Overstappen op automatische gereedschapwisseling en hogere koelmiddeldruk.
Draaicentra zijn alom aanwezig in de fabricage-industrie. Maar alle draaicentra hebben te kampen met onnodig lange stilstandtijd voor handmatige gereedschapwisseling en met koelsystemen waarbij koelmiddel passief naar het snijgebied stroomt. Het verbeteren van deze machines is vooral gericht op het minimaliseren van geplande en ongeplande stilstandtijd.
Niemand overweegt nog om een bewerkingscentrum te kopen zonder automatische gereedschapwisseling, maar bij drraicentra is die voorziening niet standaard. Dat heeft te maken met het ontbreken van een standaard gereedschapsinterface voor turrets. Horizontale draaicentra hebben tegenwoordig een y-as, dubbele turrets, subspindels en bewakingsen meetfuncties. Daardoor zijn ze uiterst efficiënt en veelzijdig tijdens het feitelijke draaien, vooral bij grote series. Verticale draaicentra ontwikkelen zich nu naar de volgende fase, waarbij automatische gereedschapwisseling een optie is. De fabricage-industrie heeft behoefte aan meer onbemande en veelzijdiger machines, en wil minder bewegende delen.
Ook is het belangrijk om langere boorbaren te kunnen gebruiken zonder beperkende turretposities. Het is duidelijk dat automatische gereedschapwisselingssystemen en standaard turretinterfaces in de toekomst deel gaan uitmaken van het bewerkingsconcept. Gereedschaps- en bewerkingsontwikkelingen stimuleren elkaar wederzijds, waarbij de bewerkingskosten het uitgangspunt zijn.
Hogedrukkoelsystemen maken deel uit van de meeste moderne machines, maar de meeste worden niet gebruikt op een manier die veel verschil maakt voor het snijproces. Er bestaan concepten zoals CoroTurn HP, die drukken van 30 tot 80 bar aan kunnen. Daarbij worden nauwkeurige stralen koelmiddel met laminaire parallelflow gebruikt om de spanen op te lichten, warmte af te voeren en de spaanbeheersing te verbeteren. Dit bevordert de prestaties en procesbetrouwbaarheid bij de onbemande productie met de meeste materialen.
Om maximaal te profiteren van een hoge koelmiddeldruk bij materialen met lastige spaaneigenschappen, zijn echter nog hogere koelmiddelsnelheden en -drukken vereist, tot wel 150 bar. Zulke waarden bieden grote voordelen voor het snijproces en het spaanbeheer in de bewerkingszone en op de spaanafvoerband. Deze nieuwe eigenschap moet een punt van overweging zijn bij draaicentra die gebruikt worden voor veeleisende en langspanende materialen, waarbij de spaanafvoertijden lang kunnen zijn en de betrouwbaarheid om onbemand te kunnen bewerken niet gegarandeerd is.
Oplossingen zijn gebaseerd op het ISO-genormeerde modulaire gereedschapshoudersysteem Coromant Capto, dat al vele jaren het belangrijkste handmatige snelwisselsysteem is voor draaicentra aangedreven gereedschaphouders. Tegenwoordig gebruiken verticale draaibanken en multitaskmachines dezelfde interface in combinatie met een automatische gereedschapwisseling. Het volgende hoofdstuk in de ontwikkeling van de Coromant Capto zal gericht zijn op de ontwikkeling van draaicentra met automatische gereedschapwisseling.
Ter voorbereiding op een toename van de koelmiddeldruk zijn nieuwe klemmechanismen ontwikkeld, met pakkingen die ten minste 150 bar kunnen weerstaan. Dat geldt voor handmatige klemunits in draaicentra en voor spindelklemmen in roterende spindels op multifunctionele machines. Een groot voordeel van de voortgaande ontwikkeling is dat de interface consistent blijft en volledig compatibel blijft met bestaande snijsystemen en adapters.
‘‘Ook is het belangrijk om langere boorbaren te kunnen gebruiken zonder beperkende turretposities. Het is duidelijk dat automatische gereedschapwisselingssystemen en standaard turretinterfaces in de toekomst deel gaan uitmaken van het bewerkingsconcept.”


Consistente spaanbeheersing
Voor een betere spaanbeheersing bij veeleisende materialen moeten de voordelen van hogedrukbewerking worden overwogen met een hogere druk dan momenteel gebruikelijk is. Er zal tot 150 bar nodig zijn voor de meeste applicaties. Dit brengt grote voordelen voor het snijproces en het spaanbeheer in de bewerkingszone en op de spaanafvoerband mee.
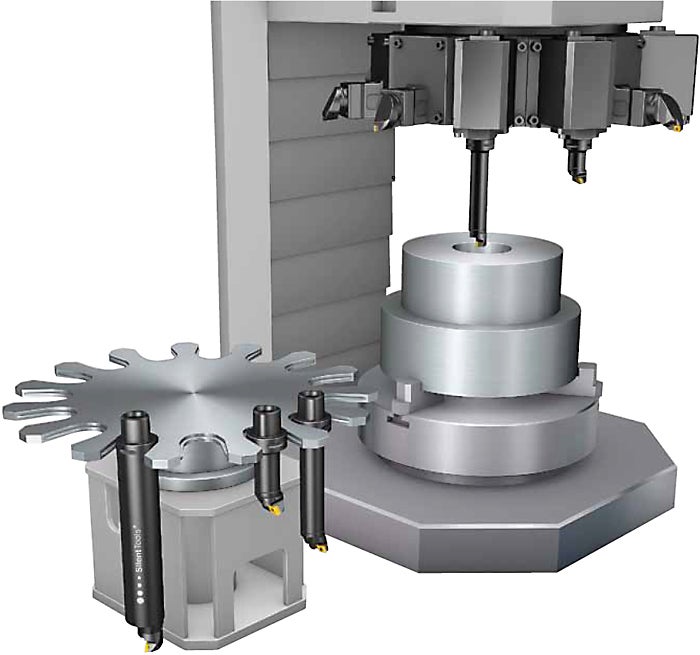
Verticale draaicentra
Net als andere bewerkingscentra gaan verticale draaicentra over tot automatische gereedschapwisseling. Dat gebeurt omdat lange gereedschappen het bewerken met kortere gereedschappen in de weg zitten en omdat er behoefte is aan meer efficiency en onbemande productie. De Coromant Capto wordt de interface voor statische en aangedreven gereedschappen en wordt de norm voor automatische gereedschapswisseling.
Samenvatting
Het veranderen van de gereedschapwisseltijd en de wijze waarop koelmiddel naar de snijzone wordt geleid, zal bewerkingscentra en met name draaicentra in de nabije toekomst concurrerender maken.
Dit artikel werd oorspronkelijk gepubliceerd in het Sandvik Coromant klanten magazine "Metalworking World".
