
Hoe hebben gereedschappen zich ontwikkeld zodat ze voordelen kunnen bieden?
En wat betekent dit voor de productie van componenten in de windenergiesector?
Componenten voor windenergie-apparatuur variëren sterk qua grootte, ontwerp, materiaal en wat bewerkt moet worden. Dit betekent dat ze sterk kunnen profiteren van de algemene ontwikkelingen op het gebied van snijgereedschap en bewerkingsmethoden.
Teveel jaar stilstaan, niet profiteren van beschikbare nieuwe concepten die leiden tot continue verbetering betekent een meetbaar slechtere concurrentiepositie. Hier volgt een aantal voorbeelden.
Het gereedschapmateriaal
Het gereedschapmateriaal vormt de frontlijn van alle snijgereedschappen en heeft niet alleen invloed op de duurzaamheid en betrouwbaarheid van het proces, maar ook op de productiviteit. De snijdata en gereedschapslevensduur die mogelijk is met een snijkant, gebaseerd op slijtvastheid en sterkte, bepaalt de cyclustijden, stilstand van de machine, veelzijdigheid en op deze manier de capaciteit en productiviteit van het bewerkingscentrum.
De absolute meerderheid van de instelbare wisselplaten tegenwoordig zijn gecoat, hetgeen betekent dat ontwikkelingen op dit gebied hebben een grote invloed op de prestaties. Een aanzienlijke ontwikkeling van de twee belangrijkste coating processen en materialen zijn gemaakt voor hardmetaalsoorten en die vullen elkaar aan als nooit tevoren.
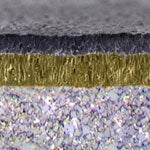
Nieuwe PVD-hardmetaalsoorten zijn geïntroduceerd waarbij het coating-proces trekspanningen in het materiaal reduceert door middel van drukspanningen. Dit wordt gedaan door middel van een nieuw hittebehandelingsproces, hetgeen er voor zorgt dat de randen van scherpere snijkanten sterker en veiliger zijn. Dit heeft bijvoorbeeld een groot voordeel opgeleverd bij het nabewerken, waar het in- en uittreden in de snede vaak een uitdaging is.
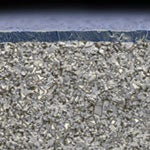
Nieuwe CVD coatings met minder inherente stress en post-coating behandeling van wisselplaten hebben dikkere, slijtvastere wisselplaten mogelijk gemaakt. Dit is vooral gunstig geweest voor bewerkingen waar een hoger risico bestond op storing als gevolg van hitte en chemische belastingen. Coating-lagen zijn dikker gemaakt - zonder concessies te doen aan de taaiheid van de wisselplaat. Het resultaat is dat wisselplaten kunnen verspanen bij hogere snijsnelheden en toch langer gebruikt worden, met een betere voorspelbaarheid. Hierdoor is ruw frezen en draaien tegenwoordig productiever geworden.
PVD
CVD
Gereedschapshouder
De gereedschapshouder is de verbinding tussen de snijkant en de machine, en vormt een sleutelfactor voor hoge prestaties en goede resultaten. Dit is een gebied waarop verschillende ontwikkelingen hebben plaatsgevonden m.b.t. de interface tussen wisselplaat en gereedschapshouder en gereedschap tot spil.
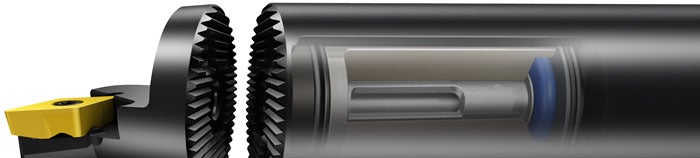
Een tussengebied in de daadwerkelijke gereedschapshouder, met minimaal uitwisselbare snijkoppen, heeft de beschikbaarheid van gereedschappen gerevolutioneerd die speciaal zijn geoptimaliseerd voor een grote variatie aan draaibewerkingen, met name inwendige. Deze modulariteit is mogelijk gemaakt door de ontwikkeling van een nieuwe getande interface (SL) tussen kop en gereedschapadapter.
De ontwikkeling van het SL-systeem heeft bewezen rationaliteit toegevoegd aan het bewerken op verticale draaimachines, draaibanken en multi-task machines, waar de koppeling toegang betekent tot het uitvoeren van vrijwel elke bewerking zonder compromis voor de prestaties.
