
Best practice - Hoofdas
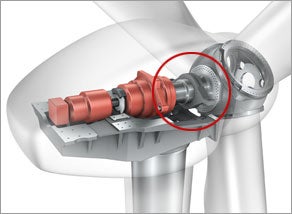
De hoofdas draagt de omwentelingen van de rotornaaf over naar de tandwielkast met een typisch maximum toerental van ~20 tpm.
De hoofdas wordt ondersteund door lagers. De as is hol van binnen, hierin tevens de doorvoer voor hydraulische leidingen en elektrische kabels. Het grote koppel van de rotor wordt overgedragen via de hoofdas. Daarom moet de hoofdas groot, zwaar en extreem sterk zijn.
Terug naar hoofdas
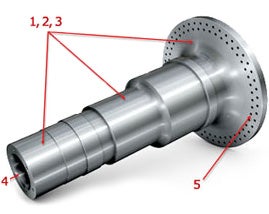
Overzicht bewerkingen:
1. Draaien – Zwaar draaien
2. Draaien – Semi voorbewerken
3. Draaien - Nabewerken
5. boren – Ondiep gat
Gangbare hoofdas
- 34CrNiMo6, CMC=02.1/02.2
- 42CrNiMo6, CMC=02.1/02.2
- 22 ton bruto gewicht
- 14 ton na bewerking
- 8 ton materiaal verwijderd
- Bewerkingstijd: 30-40 uur
- Gesmeed met een flens
- Typisch materiaal:
- Voorbeeld van een 2 MW hoofdas:
- Voorbeelden van afmetingen:
- Grote diam: 1,800 mm, kleine diam. 400 mm
- Lengte: 3,500 mm
Werkstuk
- Grote diam: 1.8 meter
- Kleine diam: 0.4 meter
- Lengte: 3.5 meter
- 34CrNiMo6, CMC=02.1/02.2
- 42CrNiMo6, CMC=02.1/02.2
- Smeedoppervlak
- Droog bewerken
- Diameter:
- Materiaal:
- Koelmiddel:
- Uitdaging:
- Onderbroken, vanwege diameter inconsistentie als gevolg van smeden en opspanning
| Coromant Capto C10 Heavy Duty |
| SCMT 380932-R5 |
| GC4235 |
| Maximum 30 mm |
| 40-90 m/min |
| 1.2-1.8 mm/omw. |
Draaien
Heavy duty voorbewerken
Het T-MAX® P concept is een toonbeeld van productief draaien. De geometrieën zijn zorgvuldig ontworpen voor de perfecte spaanbreking. Verspanen met een hoge voeding en onder droge condities is mogelijk gemaakt met state-of-the-art hardmetaalsoorten voor uw toepassing.
Gebruik voor het optimaliseren van de productiviteit met een betere nauwkeurigheid en stabiliteit – het Coromant Capto® gereedschapshoudsysteem. Het modulaire systeem is effectief bij draaien, frezen, boren en kotteren.
Dezelfde snijgereedschappen en adapters kunnen in verschillende toepassingen en machines worden gebruikt, zodat het mogelijk is om één gereedschapssysteem als standaard te nemen wat een wezenlijke voorraadreductie tot gevolg heeft.
| Coromant Capto | Coromant Capto |
| GC4225 | GC4225 |
| 7-10 mm | 5-10 mm |
| 70-120 m/min | 70-120 m/min |
| 0,5-2,5 mm/omw. | 0,5-1.5 mm/omw. |
Draaien
Semi voorbewerken
Een Coromant Capto houder is ook de eerste keuze voor het semi-voorbewerken. Combineer met een GC4225 kwaliteit voor de beste productiviteit.
Een ronde wisselplaat biedt u optimale productiviteit met een hoge voeding en goede spaanbeheersing. Echter, wanneer uw machine minder voeding nodig heeft, dan wordt een CNMM-QR aanbevolen.
Naar boven
| Houder | Coromant Capto |
| Wisselplaat | DNMX 150616-WMX |
| Hardmetaalsoort | GC4215 |
| Snedediepte (ap) | 2-3 mm |
| Snijsnelheid (Vc) | 160-220 m/min |
| Voeding (fn) | 0.5-0.8 mm/omw. |
Draaien
Nabewerken
Een Coromant Capto houder is ook de eerste keuze voor het nabewerken. Combineer met een GC4215 kwaliteit voor de beste productiviteit en oppervlakte-afwerking.
Het ingenieuze ontwerp van de Sandvik Coromant –WMX wiper geometrie maakt hogere voedingssnelheden mogelijk, terwijl de oppervlaktekwaliteit blijft gehandhaafd.
Boren
Boren van ondiepe gaten
Door slechts een conventionele boor te vervangen door een CoroDrill® 880, kunt u het aantal geboorde gaten in dezelfde tijd verdubbelen.
De staptechnologie biedt een uitstekende snijkrachtbalans, hetgeen significante verbeteringen qua productiviteit alsmede gatkwaliteit oplevert. Dit in combinatie met de high performance hardmetaalsoorten maakt het een uitstekende oplossing wanneer het gaat om het maken van gaten.
| Gatafmeting | Gereedschap diameter (Dc): 39 mm Lengte (L): 140 mm |
| Boor | 880-D3900C5-04 |
| Centrale wisselplaat | 880-07 04 06H-C-GR |
| Hardmetaalsoort | GC1044 |
| Rand-wisselplaat | 880-07 04 W12H-P-GR |
| Hardmetaalsoort | GC4024 |
| Snijsnelheid (Vc) | 200-250 m/min |
| Voeding(fn) | 0.15-0.20 mm/omw. |
| Koelmiddel | Ja |
