
CoroTurn® Prime
전방향 선삭 가공
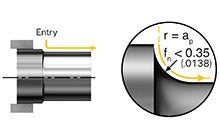
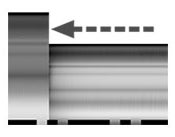
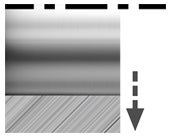
가공물 진입
소재로 진입할 때는 항상 이송을 감소시키고 원호 진입을 이용하십시오. 올바른 프로그래밍 코드와 기술을 위해 CoroPlus® Tool Path for PrimeTurning™을 사용하십시오.
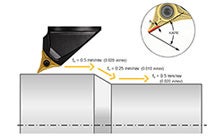
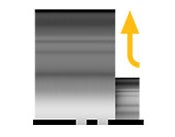
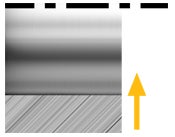
칩 두께(hex)
하향 이동에 대한 이송을 줄이면서 칩 두께를 일정하게 유지하십시오. 올바른 프로그래밍 코드와 기술을 위해 CoroPlus® Tool Path for PrimeTurning™을 사용하십시오.
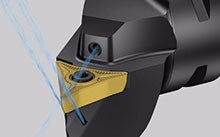
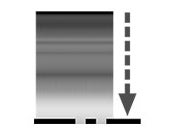
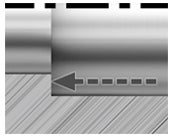
절삭유 이점
하부 절삭유는 공구 수명 증가에 유리한 반면, 상부 절삭유는 더 얇은 칩을 생성하는 데 유리합니다.


적용 팁
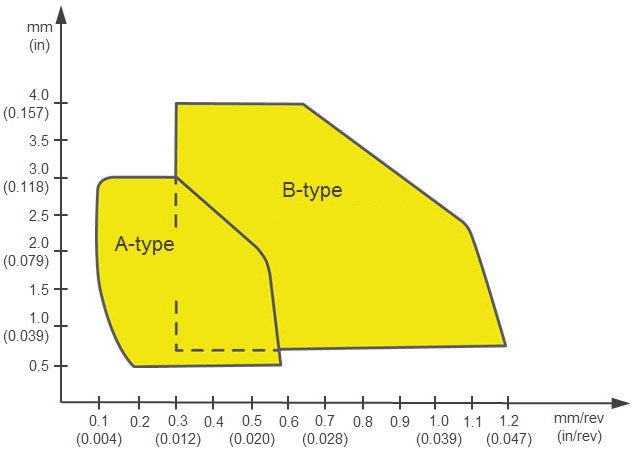
A 타입 및 B 타입의 절삭 조건 적용 영역
| 절입 깊이(ap) | |
 |
이송(fn) |
주의: 높은 ap와 fn에서 인서트를 사용하면 과부하 위험이 커지고 낮은 ap와 fn에서 사용하면 긴 칩 위험이 커집니다.
A타입 형상의 절삭 조건 적용 영역
P*) 저탄소강 및 고장력강/연성강
P**) 합금강
M*) 오스테나이트 스테인리스강
M**) 듀플렉스 스테인리스강
K*) 구상흑연주철
K**) 회주철
S*) HRSA
S**) 티타늄
B타입 형상의 절삭 조건 적용 영역
P*) 저탄소강 및 고장력강/연성강
P**) 합금강
M*) 오스테나이트 스테인리스강
M**) 듀플렉스 스테인리스강
K*) 구상흑연주철
K**) 회주철
S*) HRSA
S**) 티타늄
추천사항
CoroTurn Prime A타입
인서트 재종
| 가공 조건 | P | M | K |
S, HRSA |
S, Ti |
| 좋음 | 4415 | 2025 | 4415 | 1210 | H13A |
| 보통 | 4425 | 2025 | 4425 | 1115 | H13A |
| 나쁨 | 2025 | 2025 | 2025 | 2025 | 1115 |
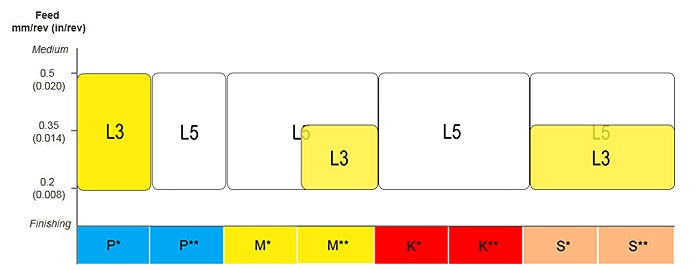
인서트 형상
| 가공 방법 | P* | P** | M* | M** | K* | K** | S* | S** |
| 정삭 가공 | L3 | L5W | L5W | L3 | L5W | L5W | L5W | L3 |
| 중삭 가공 | L3 | L5 | L5 | L5 | L5 | L5 | L5 | L5 |
P*) 저탄소강 및 고장력강/연성강
P**) 합금강
M*) 오스테나이트 스테인리스강
M**) 듀플렉스 스테인리스강
K*) 구상흑연주철
K**) 회주철
S*) HRSA
S**) 티타늄
CoroTurn Prime B타입
인서트 재종
| 가공 조건 | P | M | K |
S, HRSA |
S, Ti |
| 좋음 | 4415 | 2220 | 4415 | 1210 | H13A |
| 보통 | 4425 | 2220 | 4425 | 1115 | H13A |
| 나쁨 | 2025 | 2025 | 2025 | 2025 | 1115 |
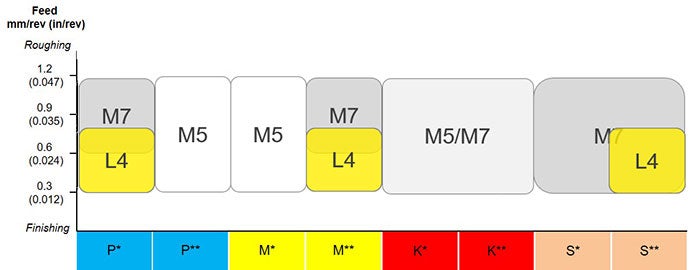
인서트 형상
| 가공 방법 | P* | P** | M* | M** | K* | K** | S* | S** |
| 정삭 가공 | L4W | M5W | M5W | L4W | M5W | M5W | M7W | L4W |
| 중삭 가공 | L4 | M5 | M5 | M7 |
M5 | M5 | M5 | L4 |
| 황삭 가공 | M7 |
M5 | M5 | M7 |
M5 | M5 | M7 |
M7 |
P*) 저탄소강 및 고장력강/연성강
P**) 합금강
M*) 오스테나이트 스테인리스강
M**) 듀플렉스 스테인리스강
K*) 구상흑연주철
K**) 회주철
S*) HRSA
S**) 티타늄
우선 추천 |
이차 추천 |
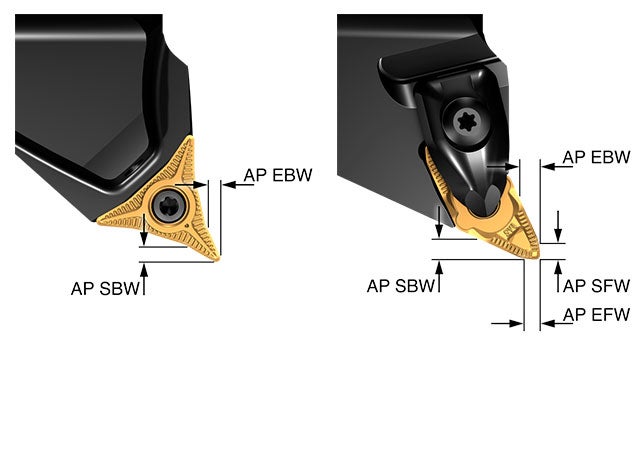
외경 선삭 가공 | |
측면 역방향(SBW) |
측면 정방향(SFW) |
종단 역방향(EBW) |
종단 정방향(EFW) |
내경 선삭 가공
종단 역방향(EBW) |
측면 정방향(SFW) |
측면 역방향(SBW) |
종단 정방향(EFW) |
추천 절삭 조건
외경 선삭 가공
A타입 CP-A11xx-xxx
 | SBW | EBW | SFW | EFW | |
| fn min | 0.2 (.0079) | 0.2 (.0079) | 0.1 (.0039) | 0.1 (.0039) | |
| fn rec | 0.4 (.0157) | 0.4 (.0157) | 0.2 (.0079) | 0.2 (.0079) | |
| fn max | 0.5 (.0197) | 0.5 (.0197) | 0.25 (.0098) | 0.25 (.0098) | |
| ap min | 0.25 (.010) | 0.25 (.010) | 0.25 (.010) | 0.25 (.010) | |
| ap rec | 1.5 (.059) | 1.5 (.059) | 1 (.039) | 1 (.039) | |
| ap max | 3 (.118) | 2.5 (.098) | 1.5 (.059) | 1.5 (.059) | |
| KAPR | 30 | 25 | 115 | 120 | |
| RMPX | 15 | 10 | 15 | 10 |
B타입 CP-B11xx-xxx
 | SBW | EBW | SFW | EFW | |
| fn min | 0.3 (.0118) | 0.3 (.0118) | 0.2 (.0079) | 0.2 (.0079) | |
| fn rec | 0.6 (.0236) | 0.6 (.0236) | 0.35 (.0138) | 0.3 (.0118) | |
| fn max | 1.2 (.0472) | 1.2 (.0472) | 0.6 (.0236) | 0.6 (.0236) | |
| ap min | 0.5 (.020) | 0.5 (.020) | 0.5 (.020) | 0.5 (.020) | |
| ap rec | 2 (.079) | 2 (.079) | 2 (.079) | 2 (.079) | |
| ap max | 4 (.157) | 4 (.157) | 3 (.118) | 3 (.118) | |
| KAPR | 25 | 25 | 95 | 95 | |
| RMPX | 23 | 23 | 23 | 23 |
내경 선삭 가공
A타입 CP-A11xx-xxx
 | SBW | EBW | SFW | EFW | |
| fn min | 0.2 (.0079) | 0.2 (.0079) | 0.1 (.0039) | 0.1 (.0039) | |
| fn rec | 0.4 (.0157) | 0.4 (.0157) | 0.2 (.0079) | 0.2 (.0079) | |
|
fn max | 0.5 (.0197) | 0.5 (.0197) | 0.25 (.0098) | 0.25 (.0098) | |
| ap min | 0.25 (.010) | 0.25 (.010) | 0.25 (.010) | 0.25 (.010) | |
| ap rec | 1.5 (.059) | 1.5 (.059) | 1 (.039) | 1 (.039) | |
| ap max | 2.5 (.098) | 3 (.118) | 1.5 (.059) | 1.5 (.059) | |
| KAPR | 25 | 30 | 120 | 115 | |
| RMPX | 10 | 15 | 10 | 15 |
B타입 CP-B11xx-xxx
 | SBW/EBW | SFW | EFW | |
| fn min | 0.3 (.0118) | 0.2 (.0079) | 0.2 (.0079) | |
|
fn rec | 0.6 (.0236) | 0.3 (.0118) | 0.35 (.0138) | |
|
fn max | 1.2 (.0472) | 0.6 (.0236) | 0.6 (.0236) | |
| ap min | 0.5 (.020) | 0.5 (.020) | 0.5 (.020) | |
| ap rec | 2 (.079) | 2 (.079) | 2 (.079) | |
| ap max | 4 (.157) | 3 (.118) | 3 (.118) | |
| KAPR | 25 | 95 | 95 | |
| RMPX | 23 | 23 | 23 |
PrimeTurning™ 적용 분야
외경 선삭 가공
짧고 작은 가공물과 심압대를 사용하는 가는 가공물에 가장 적합
적합 |
적합하지 않음 |
| 짧고 작은 가공물 | 심압대를 사용하지 않는 가공물 |

|

|
| |
|
| 심압대를 사용하는 가공물 | |
|
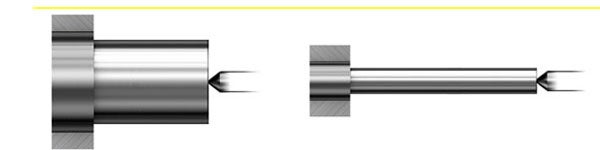
최소 직경
인서트와 홀더의 여유 때문에 EBW(종단 역방향) 방향으로 D MIN3 직경 미만에서 시작하기 어렵습니다. 그러나 EFW(종단 정방향) 방향(예: 기존 방법)으로 평면 가공할 때는 제한이 없습니다.
|
|
D min3 | |
| | EBW | EFW |
| A 타입 |
30 (1.18") |
0 |
|
B 타입 |
30 (1.18") |
0 |
내경 선삭 가공
CoroTurn® Prime SL 헤드는 직경이 40 mm (1.575 inch) 이상이고 오버행이 최대 8–10×D인 내경 선삭 가공에 사용할 수 있습니다.
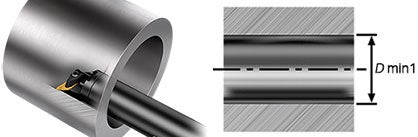
Silent Tools™ 보링 바를 사용할 때 Dmin을 고려하여 최적의 성능을 보장하고 문제를 방지하십시오. 바 설계, 오버행 및 절삭 부하의 영향을 받는 탄젠셜 및 반경 방향 편향은 여유 손실을 유발할 수 있습니다.
주요 제품

공구 경로 최적화
CoroPlus® Tool Path 소프트웨어에 다수의 새 기능이 추가되면서 PrimeTurning™ 애플리케이션이 최고의 성능을 발휘하게 되었습니다. CoroPlus® Tool Path 소프트웨어 1개월 무료 평가판을 통해 직접 확인해 보세요!

연성 소재의 정삭 가공을 위한 형상
-L4 형상은 저탄소 강 및 고강도 강, 듀플렉스 스테인리스강 및 티타늄을 중저이송으로 가공하는 작업에 최적화된 제품입니다. 이 형상은 향상된 절삭 속도와 공구 수명 덕분에 저이송에서도 기존의 선삭 가공보다 생산성이 매우 뛰어납니다.

난삭재를 위한 형상
저탄소강과 고장력강에서는 우수한 칩 컨트롤을 달성하는 것이 항상 어려웠습니다. -H3 형상은 이러한 소재에 최적화되어 있어 칩 컨트롤 문제를 없애줍니다.
저희와 함께 하세요. 최신 정보로 유지 하세요.
지금 바로 뉴스레터를 신청하십시오.

한국샌드빅 주식회사
070-4784-4014 (提供韩文/中文服务 Provide Korean/Chinese service)경기도 광명시 소하로 190, B동 1317호, 1318호(소하동, 광명G타워) / 사업자등록번호: 116-81-15957 / 대표이사: 박준형