
T-Max® P
중형에서 대형에 이르는 가공물의 생산적인 외경 선삭 가공

인서트 시트
손상된 인서트 시트 부위와 절삭날 지지면의 세척 및 검사
심 및 심 시트
가공 또는 취급 중에 심 코너가 파손되지 않았는지 확인하고 심 시트에 이물질이 없어야 합니다.

접촉면
지지면과 접촉면에 손상이나 이물질이 없어야 합니다.

클램핑
보링 가공에서는 최상의 클램핑을 유지하는 것이 중요합니다. 제대로 지지하지 않으면 오버행이 증가해 진동이 발생할 수 있습니다.

적용 팁
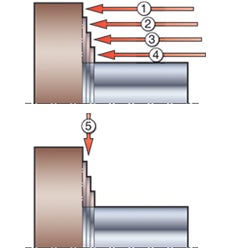
칩 걸림 방지
직각 쪽으로 돌리고(스텝 1 – 4) 직각의 최종 치수 전에 멈추세요. 칩 걸림을 방지하려면 4개 스텝 모두에서 동일한 이송률을 유지하세요. 직각의 최종 절삭(5)은 외경에서 시작해 내경 쪽으로 1회의 수직 절삭으로 수행할 것을 권장합니다.

진동 방지
진동을 방지하려면 2개의 터릿(상부 터릿과 하부 터릿)이 있는 기계를 사용할 것을 권장합니다. 이 셋업은 힘을 고르게 분산하고 전체 공정을 안정화해 진동과 부품의 휨을 방지합니다.
추천사항
인서트 및 시스템
외경 가공
| 정삭 가공 | 중삭 가공 | 황삭 가공 | |
| 인서트 모양 | C | C | C |
| 인서트 크기 | 12 | 12 | 12 |
| 절입각 | 95° | 95° | 95° |
| 클램핑 | 레버 | 레버 | 레버 |
내경 가공
| 정삭 가공 | 중삭 가공 | 황삭 가공 | |
| 인서트 모양 | C | C | C |
| 인서트 크기 | 12 | 12 | 12 |
| 절입각 | 95° | 95° | 95° |
| 클램핑 | 레버 | 레버 | 레버 |
인서트 재종
| 가공 조건 | P | M | K | S | H |
| 좋음 | GC4415 | GC2220 | GC3210 | GC1105 | CB7115 |
| 보통 | GC4425 | GC2025 | GC3210 | GC1115 | CB7125 |
| 나쁨 | GC4335 | GC2035 | GC3225 | GC1125 | CB7135 |
인서트 형상
| 가공 방법 | P | M | K | S | H |
| 정삭 가공 | -PF | -MF | -KF | -SF | S01525 |
| 중삭 가공 | -PM | mm | -KM | -SM | S01525 |
| 황삭 가공 | -PR | -MR | -KR | -SMR | S02035 |
저희와 함께 하세요. 최신 정보로 유지 하세요.
지금 바로 뉴스레터를 신청하십시오.

한국샌드빅 주식회사
070-4784-4014 (提供韩文/中文服务 Provide Korean/Chinese service)경기도 광명시 소하로 190, B동 1317호, 1318호(소하동, 광명G타워) / 사업자등록번호: 116-81-15957 / 대표이사: 박준형