
기본적인
진동방지 공구의 내부에는 사전 구성된 진동방지 시스템이 있습니다. 이 시스템은 고무 스프링 부품에 의해 지지되는 중량물로 구성됩니다. 진동방지 성능을 높이기 위해 오일이 첨가됩니다.
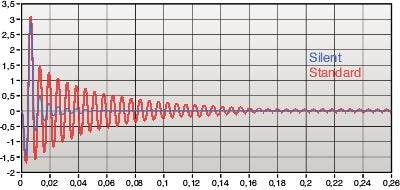
아래 그래프는 일반 솔루션과 진동방지 솔루션의 진동방지 성능 차이를 보여줍니다.
공구 오버행과 플랜지가 길 때는 스핀들과 공구 홀더 간 양면 밀착을 권장합니다.
양면 밀착 |
단면 밀착 |  Coromant Cappto 커플링 | |
Coromant Capto |  | ISO/CAT |  |
| BIG PLUS |  | MAS BT |  |
| HSK |  | CAT-V |  |
제품에 표시된 한도(부하, 온도, 회전, 최소/최대 오버행, 압력)를 준수해야 합니다.
- 온도는 진동방지 시스템의 고무 부품을 보호하는 데 있어 중요합니다.
- 최대 온도는 제품 종류에 따라 다르며, 공구에 표시되어 있습니다(예: 75-120°C (167-248 F)).
진동방지 시스템은 고무 스프링 부품에 의해 지지되는 중량물로 구성됩니다. | ||
공구 바디 내 진동방지 시스템 • 중금속 바디 • 사전 조절 • 높은 신뢰성 |  | 고무 스프링 |
| 진동방지 성능을 높이기 위해 오일 첨가 |
절삭 부하 감소
먼저 가능한 한 최고의 절삭 솔루션을 선택하십시오. 그런 다음 편향 최소화를 위해 가능한 한 가장 큰 직경과 가장 짧은 오버행을 선택하십시오.
다음으로 염두에 둘 점은 진동방지 시스템을 절삭날에 가능한 한 가깝게 위치시키고 진동방지 시스템 앞쪽의 무게를 가능한 한 가볍게 만드는 것입니다. 절삭 공구에 가해지는 무게가 감소하면 잠재적 진동의 운동 에너지가 최소화됩니다. 그러면 공구가 진동을 방지하고 솔리드 및 진동방지 공구의 최대 오버행을 늘이는 것이 더욱 쉬워집니다.
이러한 전략을 실행함으로써 부하의 변화와 진동을 줄일 수 있습니다.
| 편향 (δ) = 64FLU3/3E(π)BD4 |  |
E: F: LU: BD: | 영률 부하 사용 가능 길이 바디 직경 |
요약:
- 올바른 절삭 공구와 인서트를 선택해 절삭 부하를 줄이십시오.
- 가능한 한 최대의 섕크 직경과 최소 길이를 통해 정적 강성을 향상시켜 편향을 최소화하십시오.
- 커팅 유닛에 가해지는 무게가 감소하면 잠재적 진동의 운동 에너지가 최소화됩니다.
- 모듈식 공구를 연장할 때는 대직경을 구성하십시오.
- 엔지니어링 제품은 최적화된 모양과 재질 보강을 고려하십시오.
기계적 구조물은 형상과 재질에 의해 결정되는 하나 이상의 공진 주파수와 함께 진동하는 성향이 있습니다. 각 공진 주파수는 "진동 모드"와 일치합니다. 진동방지는 진동 발생 후 진동을 가라앉히는 속도를 결정합니다. 편향이 증가하면 진동의 에너지가 증가합니다. 가공 시 부하의 변화는 가공 기계의 고유 주파수에서 자려 진동을 발생시킵니다. 이 진동이 발생하면, 부하의 변화를 줄이지 않는 한 강제 진동과 결합해 점점 더 커집니다. 가공 부하의 변화는 여러 가지 요소에 따라 달라지며, 절삭 부하 감소를 위한 조치를 취하지 않는 한 진동이 증가합니다. - 칩 분할 과정 - 단속 절삭 - 소재의 개재물 - 가공물의 타원형 - 구성인선 형성 k = 스프링 상수 m = 물체 질량 f = 진동 주파수 δ = 공구 편향 F = 공구에 가해지는 부하  |
