
CoroTap® 400
CoroTap 400은 칩이 발생하지 않는 고속 전조 탭으로 강, 스테인리스강, 알루미늄 및 일부 HRSA의 관통 홀과 막힌 홀 모두에 적합합니다. 다목적 전조 탭과 최적화 전조 탭으로 제공되며, 오일 홈 유무와 다양한 직경, 재종, 코팅 및 나사 형태를 선택할 수 있습니다.
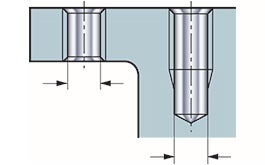
홀
기본 홀 크기를 계산할 때는 전조 탭에 적합한 공식을 사용하십시오.
D = 홀 직경(mm, inch)
TD = 공칭 나사 직경(mm, inch)
TP = 나사 피치(mm, inch)

가공물
홀을 분석할 때 가공물 소재, 가공물 모양 및 품질을 살펴보십시오.

기계
기계의 영향을 받는 요소 항상 고려해야 할 사항:

홀딩 공구
최적의 공정 안정성과 정밀 태핑 작업에서는 CoroChuck™ 970이 CoroTap 400에 가장 적합한 홀더입니다. 동기화된 태핑 가공 사이클과 함께 CNC 기계에서 사용하기에 적합합니다.자세히 알아보기

적용 팁


절삭유
태핑 작업이 원활하게 진행되려면 절삭유를 효과적으로 사용해야 합니다. 절삭유 공급에 따라 칩 배출, 나사 품질, 공구 수명이 달라집니다.


CoroTap 400의 사용 시기 및 이유
- 강, 스테인리스강, 알루미늄 가공
- 모든 유형의 홀에서 사용 가능
- 최대 나사 가공 깊이 3.5배
- 칩이 발생하지 않는 나사 가공 깊이
- 일부 소재(예: 알루미늄)에서 나사의 강성 강화
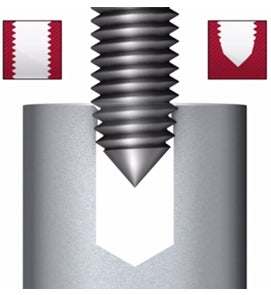
왜 전조 탭이 필요한가?
- 절삭 탭보다 빠름
- 대부분의 경우 긴 공구 수명 제공
- 공구 하나로 뚫린 홀 및 막힌 홀 생성
- 안정적인 디자인 = 파손 위험 낮음
- 칩이 발생하지 않음
- 신속한 공구 교체
- 냉가공 경화로 인한 나사 강성 강화
- 매우 우수한 나사 표면
권장사항
절삭유/ 에멀젼
적용 분야에 따라 여러 절삭유 옵션이 있습니다.- 미네랄 오일 계열
- 합성 절삭유
- 반합성 절삭유
- 식물성 오일 계열
- 비수용성 오일
기계에서 사용하는 절삭유 유형과 오일 함량을 잘 알고 있어야 합니다.
자세히 알아보기
유용한 앱


저희와 함께 하세요. 최신 정보로 유지 하세요.
지금 바로 뉴스레터를 신청하십시오.

한국샌드빅 주식회사
070-4784-4014 (提供韩文/中文服务 Provide Korean/Chinese service)경기도 광명시 소하로 190, B동 1317호, 1318호(소하동, 광명G타워) / 사업자등록번호: 116-81-15957 / 대표이사: 박준형