
성공사례
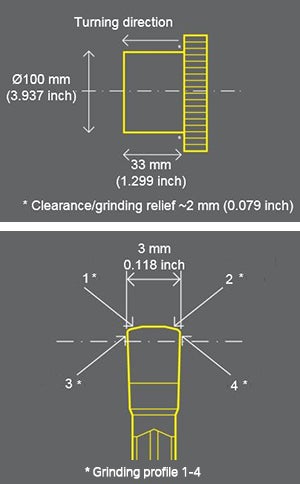
이송률이 높은 고경도 부품 선삭
| 가공물: | 기어 |
| 소재: | 표면 경화강 04.1 (58–60 HRC) |
| 공정: | 축 방향 선삭 가공 |
| 기계: | Weisser MC-1 |
+257%
금속 제거율
| 비교 제품 | 샌드빅 코로만트 | |
| 공구 | QS-LF123G15C2525E | |
| 인서트 | N123G1-0300S01025-XB 7105 | |
| vc m/min (ft/min) | 190 (623) | 120 (394) |
| fn mm/rev (in/rev) | 0.15 (0.006) | 0.6 (0.024) |
| ap mm (inch) | 0.15 (0.006) | 0.15 (0.006) |
| 공구 수명 기준, Ra, µm (µin) | 0.6 (23.6) | 0.6 (23.6) |
| 가공물 수 | 600 | 300/프로파일 x 2 (프로파일 1 및 2) = 600 |
| 33MRR cm/min (in/min) | 4.2 (0.256) | 10.8 (0.659) |
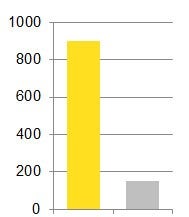
바 절단
내부 오버 및 언더 절삭유(9 bar, 131 PSI)를 지원하는 CoroCut 1-2 QS 섕크를 사용한 결과 외부 절삭유를 사용하는 비교 제품에 비해 공구 수명은 500%, 생산성은 34% 증가했습니다.
| 공정: | 가공물 소재 |
| 바 절단, Ø25 mm(0,984 inch): | 스테인리스강, M1.0.Z.AQ (200HB) |
| 공구: | QS-LF123G20C2020F |
| 인서트: | N123G2-0300-0002-CM 1145 |
| 절삭 조건 | CoroCut 1-2 | 비교 제품 |
| vc m/min (ft/min) | 90 (295) | 90 (295) |
| fn mm/r (in/rev) | 0.1 (0.004) | 0.08 (0.003) |
| 결과 | CoroCut 1-2 | 비교제품 |
| 공구 수명, 개 | 900 | 150 |
| 생산성 향상 | 34% | - |
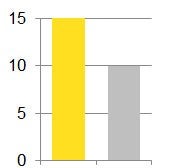
정사각형 바 절단
내부 절삭유 공급 방식(8 bar, 116 PSI)의 CoroCut 1-2 공구를 사용한 결과 외부 절삭유 공급 방식의 비교 제품에 비해 공구 수명이 50% 증가했습니다.
| 공정: | 가공물 소재 |
| 10 mm (0.4 inch) 정사각형 바 절단: | 니켈 계열 초합금, S2.0.Z.AN |
| 공구: | QS-RF123G15C2020E |
| 인서트: | N123G2-0300-0002-CM 1145 |
| 절삭 조건 | CoroCut 1-2 | 비교 제품 |
| vc m/min (ft/min) | 17 (56) | 17 (56) |
| fn mm/r (in/rev) | 0.04 (0.0016) | 0.04 (0.0016) |
| 결과 | CoroCut 1-2 | 비교제품 |
| 공구 수명, 개 | 15 | 10 |

GC4325 in CoroCut® 1-2
Using the same cutting data and the same CoroCut 1-2 tool in this roughing operation, tool life increased with 92 percent when changing the insert grade from GC4225 to GC4325.
| Operation: | Component |
| Grooving: | Outer bearing ring |
| Workpiece material: | Steel, P2.1.Z.AN, CMC 02.1 |
+92%
Increase in tool life
Increase in tool life
| Cutting data | N123H2-0400-0008-TM | |
| vc m/min (ft/min) | 350 (1148) | |
| fn mm/r (in/rev) | 0.15–0.24 (0.006–0.009) | |
| Results | GC4325, CoroCut 1-2 | GC4225, CoroCut 1-2 |
| Tool life pcs | 48 | 25 |
저희와 함께 하세요. 최신 정보로 유지 하세요.
지금 바로 뉴스레터를 신청하십시오.

한국샌드빅 주식회사
070-4784-4014 (提供韩文/中文服务 Provide Korean/Chinese service)경기도 광명시 소하로 190, B동 1317호, 1318호(소하동, 광명G타워) / 사업자등록번호: 116-81-15957 / 대표이사: 박준형