
CoroMill 490
일반적인 직각 밀링과 반복적인 직각 밀링을 위한 우선 추천

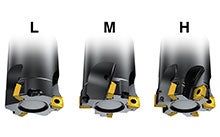
올바른 인서트 형상 선택
Light (-L) Medium (-M) Heavy (-H)

올바른 홀딩 공구 선택
공구 장착은 밀링 가공 결과에 가장 큰 영향을 미치는 요소입니다. 직각 평면 밀링 커터, 특히 롱에지 밀링 커터를 사용할 때 반경 방향 부하가 크기 때문에 절입 깊이가 클수록 커플링의 크기와 안정성이 더욱 중요해집니다.
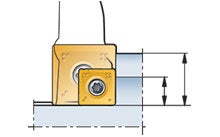
절입 깊이
인서트 크기 08 인서트 크기 14

적용 영역 팁

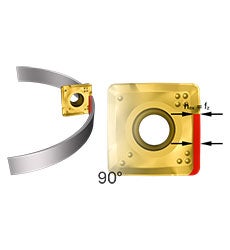
칩 형성
성공적인 칩 형성과 칩 배출은 우수한 품질의 밀링 가공을 위한 열쇠입니다. 완벽한 칩을 형성하는 방법에 대해 자세히 알아보고, 황금률인 '얇게 만들기 위해 두껍게 절삭(Thick to thin)'하는 것을 잊지 마세요.
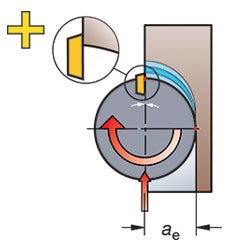
가공물 절입
직각 밀링 가공은 종종 낮은 반경 방향 맞물림을 이용하기 때문에 날당 이송(fz) vs 최대 칩 두께(hex)를 고려하는 것이 중요합니다.
올바른 hex 값에 따라 절삭 매개변수를 계산하면 절삭 수행, 표면 조도 및 공구 수명이 향상됩니다.
권장사항
커터 바디 선택
●
나쁜 조건

L
제한된 안정성과 출력
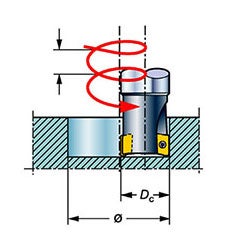
깊은 풀 슬롯 가공
가장 낮은 절삭 부하
◐
보통 조건

M
범용
○
좋은 조건

H
짧은 칩 소재
내열 소재
엣지 가공
우선 추천 인서트
| 황삭 가공 | M-PH 4340 | M-MM 1040 | M-PH 3330 | E-ML H13A | M-MM S40T | M-PM 1010 |
| 중삭 가공 | M-PM 4330 | E-MM 1040 | M-KM 3330 | E-ML H13A | E-MM S30T | M-PM 1010 |
| 정삭 가공 | M-PL 1130 | E-ML 1040 | M-KL 1020 | E-ML H13A | E-ML S30T | M-PL 1010 |
| P | M | K | N | S | H |
저희와 함께 하세요. 최신 정보로 유지 하세요.
지금 바로 뉴스레터를 신청하십시오.

한국샌드빅 주식회사
070-4784-4014 (提供韩文/中文服务 Provide Korean/Chinese service)경기도 광명시 소하로 190, B동 1317호, 1318호(소하동, 광명G타워) / 사업자등록번호: 116-81-15957 / 대표이사: 박준형