

391.37A/B – R429U 보링 바
요구사항:
- 공구 프리세터
사상 보링 헤드 391.37A/B
 | |
| 391.37A | 391.37B |
보링 바 장착
- 슬리브를 헤드에 장착하십시오(슬리브 사용 시).
- 슬리브의 선을 헤드의 선에 맞추십시오(슬리브 사용 시).
- 보링 바를 헤드/슬리브에 장착하십시오.
- 절삭날을 헤드의 선에 맞추십시오.
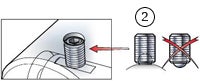
- 보링 바가 그림의 섕크 위에 원으로 표시된 것보다 돌출되지 않게 하십시오(16 mm (0.63 inch),
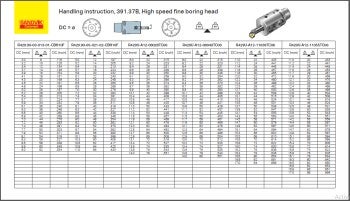
20 mm (0.79 inch) 및 25 mm (0.98 inch) 바에 해당). - 클램핑 스크류를 권장 토크로 조이십시오. 클램핑 스크류의 권장 조임 토크를 확인하려면 아래 표를 클릭하십시오.

공구 세팅
- 인서트를 장착하십시오.
- 공구 프리세터를 필요한 직경으로 설정한 다음 공구를 공구 프리세터에 놓으십시오.
- 공구를 회전해 가장 큰 직경을 얻은 다음 세팅 장치의 고정 스크류를 푸십시오.
- 다이얼을 반시계 방향으로 돌려 보링 바를 집어넣어 소직경에서 대직경 방향으로의 설정을 수행하십시오.
- 다이얼을 시계 방향으로 돌려 직경을 설정하십시오. (주의: 391.37B-의 경우 평형추도 설정하십시오. 아래 정보를 참조하십시오.)
- 고정 스크류를 권장 토크로 조이십시오. 클램핑 스크류의 권장 조임 토크를 확인하려면 아래 표를 클릭하십시오.
- 공구 프리세터에 있는 공구의 직경과 길이를 점검하십시오. 가능하다면 공구 데이터를 기계 제어 시스템으로 전송하십시오.

경고 – 공구 파손을 방지하십시오!
Warning – avoid damage to the tool!
먼저 고정 스크류 (1)을 풀지 않고 직경을 설정하지 마십시오.
볼의 평면부(구형 아님)가 교차 슬라이드 (2)를 향하게 하십시오. 직경 세팅 한도 (3)을 초과하지 마십시오.
평형추 세팅
- 평형추 세팅 장치의 고정 스크류를 푸십시오.
- 선택한 보링 바를 확인하십시오.
- 선택한 가공 직경을 확인하십시오.
- 세팅 값을 찾고 T-Max U 사상 보링 유닛의 장착 치수 섹션을 확인하십시오.
- 세팅 값이 기준선과 일치할 때까지 세팅 다이얼을 돌리십시오.
- 고정 스크류를 고정하십시오.
예 (세팅 값은 아래 표 참조)
보링 바 R429.90-14-040-09-AC
- DC = 18.1 mm
- 균형값 = 56
최소 클램핑 길이
섕크 직경이 16, 20 및 25 mm (0.63, 0.79 및 0.94 inch)인 보링 바에는 최소 클램핑 길이(최대 오버행)를 가리키는 원이 표시되어 있습니다. 섕크 직경이 12 mm (0.47 inch)인 보링 바(원 표시 없음)는 사상 보링 헤드 속으로 최대한 깊게 장착됩니다. 사상 보링 헤드의 장착과 세팅은 세팅 값 표를 참조하십시오.
| 최소 클램핑 길이 | 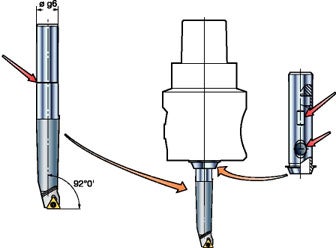 | 슬리브의 클램핑 |
홀 관통 | ||
| 슬리브의 바 관통 홀의 클램핑 |
